







CHƯƠNG 12: Sự phát triển và hình thành độc tố của vi khuẩn gây bệnh (trừ Clostridium botulinum) do lạm dụng thời gian và nhiệt độ
Bản hướng dẫn này trình bày các quan điểm hiện tại của Cơ quan Thực phẩm và Dược phẩm Hoa Kỳ (FDA) về vấn đề này. Hướng dẫn này không tạo ra bất cứ quyền nào cho ai và không ràng buộc FDA với công chúng. Người đọc có thể có phương pháp tiếp cận khác nếu phương pháp đó thoả mãn các điều kiện của các quy định và đạo luật áp dụng. Nếu bạn muốn thảo luận về một phương pháp tiếp cận khác, hãy liên lạc với nhân viên FDA chịu trách nhiệm thực thi hướng dẫn này. Nếu bạn không tìm được
nhân viên FDA thích hợp, hãy gọi đến số điện thoại trên trang bìa của tài liệu này.
HIỂU VỀ MỐI NGUY TIỀM ẨN
Sự phát triển của vi khuẩn gây bệnh và hình thành độc tố do lạm dụng thời gian và nhiệt độ của thủy sản và các sản phẩm thủy sản có thể gây bệnh cho người tiêu dùng.
Nguy cơ này được giới hạn ở vi khuẩn gây bệnh vì vi – rút gây bệnh không thể phát triển trên thực phẩm.
Cụ thể nhóm vi khuẩn gây bệnh có trong hải sản gồm: Listeria monocytogenes (L.monocytogenes), Vibrio vulnifcus (V. vulnifcus), Vibrio parahaemolyticus (V. arahaemolyticus), Vibrio cholera (V. cholera), Escherichia coli (E. coli), Salmonella spp., Shigella spp., Staphylococcusaureus (S. aureus), Clostridium perfringens (C. perfringens), Bacillus cereus (B. cereus), Campylobacter jejuni (C. jejuni), và Yersinia enterocolitica (Y. enterocolitica). Xem Phụ Lục 7 mô tả tác động những mầm bệnh đối với sức khỏe cộng đồng.
Vi khuẩn gây bệnh có thể xâm nhập phát triển trên nguyên liệu. Chúng cũng có thể xâm nhập vào thực phẩm trong quá trình chế biến từ trong không khí, tay bẩn, dụng cụ và thiết bị không được vệ sinh, nguồn nước nhiễm bẩn, hoặc nước thải và sự lây nhiễm chéo giữa thực phẩm sống và thực phẩm chín. Phương pháp chính để kiểm soát là hạn chế bằng cách nấu chín hoặc chế biến khác, giảm thiểu sự tái nhiễm và duy trì sản phẩm ở nhiệt độ không hỗ trợ sự phát triển của vi khuẩn gây bệnh.
Lạm dụng thời gian và nhiệt độ xảy ra khi một sản phẩm được phép duy trì ở nhiệt độ thuận lợi cho sự phát triển của vi khuẩn gây bệnh trong thời gian đủ để dẫn đến mức độ không an toàn của vi khuẩn gây bệnh hoặc độc tố của chúng trong sản phẩm.
Do đó, quản lý thời gian và nhiệt độ tiếp xúc sản phẩm là rất quan trọng để sản xuất một sản phẩm an toàn. Bảng A-1 (Phụ lục 4) cung cấp hướng dẫn về điều kiện nhất định vi khuẩn gây bệnh có thể phát triển. Các vi khuẩn được liệt kê chiếm phần lớn nhất trong thủy sản và các sản phẩm thủy sản.
Quản lý thời gian và nhiệt độ tiếp xúc
Kiểm soát nhiệt độ và thời gian tùy thuộc vào nhận diện sự kết hợp giữa thời gian và nhiệt độ để đảm bảo tính an toàn và phù hợp với sản phẩm. Các yếu tố sau đây cần được xem xét:
- Các loại vi khuẩn gây bệnh có khả năng hiện diện;
- Liệu những mầm bệnh đó có thể phát triển trong thực phẩm hay không;
- Liều lây nhiễm của vi khuẩn gây bệnh;
- Các dự kiến mức ban đầu của vi khuẩn gây bệnh trong thực phẩm.
Sự hiện diện của vi khuẩn gây bệnh
Có thể cho rằng vi khuẩn gây bệnh thuộc nhiều loại khác nhau không liên quan đến các nguồn thực phẩm cụ thể, bao gồm cả những vi khuẩn được liệt kê trong Bảng A-1 (Phụ lục 4), sẽ có mặt trên thủy sản sống và các sản phẩm thủy sản và các thành phần phi thủy sản. Chúng có thể chỉ xuất hiện ở mức độ thấp hoặc không thường xuyên, nhưng ngay cả những lần xuất hiện như vậy cũng cần được xem xét vì khả năng phát triển và sản sinh độc tố trong điều kiện lạm dụng nhiệt độ. Tuy nhiên, một số vi khuẩn gây bệnh nhất định có liên quan đến các nguồn thực phẩm cụ thể và có thể không cần thiết phải cho rằng chúng sẽ có mặt trong các thực phẩm khác trừ khi được đưa vào từ nguồn bị ô nhiễm. Ví dụ, V. vulnificus, V. parahaemolyticus, và Vibrio cholerae không phải O1/ không phải O139 thường liên quan đến các loài cá biển và cửa sông ven biển chứ không phải với các loài nước ngọt hoặc các thành phần phi thủy sản.
Các chương trình cải thiện được thiết kế tốt sẽ giảm thiểu việc chúng xâm nhập. Tuy nhiên, trong hầu hết các trường hợp, không hợp lý khi cho rằng các chương trình cải thiện sẽ ngăn chặn hoàn toàn sự xâm nhập của vi khuẩn gây bệnh. Vì lý do này, cần có biện pháp kiểm soát để giảm thiểu nguy cơ phát triển của vi khuẩn gây bệnh.
Sự phát triển của vi khuẩn gây bệnh
Thủy sản và các sản phẩm thủy sản nói chung cung cấp đủ chất dinh dưỡng cho vi khuẩn gây bệnh phát triển. Tuy nhiên, các đặc tính hóa học và vật lý của sản phẩm và bao bì của nó có thể hạn chế hoặc tăng cường sự phát triển của vi khuẩn gây bệnh và hình thành độc tố. Hơn nữa, những đặc điểm này có thể hạn chế sự phát triển của vi sinh vật cạnh tranh và tạo điều kiện thuận lợi cho sự phát triển của vi khuẩn gây bệnh.
Xem xét:
- Độ ẩm có sẵn để hỗ trợ vi khuẩn gây bệnh phát triển trong sản phẩm (tức là hoạt động của nước);
- Lượng muối và chất bảo quản trong sản phẩm (ví dụ, muối pha nước và nitrat);
- Tính axit của sản phẩm (tức là độ pH;
- Sự sẵn có của oxy trong sản phẩm (nghĩa là điều kiện hiếu khí hoặc kỵ khí);
- Sự hiện diện của các sinh vật hư hỏng cạnh tranh trong thực phẩm.
Bảng A-1 (Phụ lục 4) cung cấp hướng dẫn về một số điều kiện hạn chế sự phát triển của những vi khuẩn gây bệnh có liên quan nhất đến cá và thủy hải sản. Bảng A-1 cung cấp các giá trị tối thiểu và tối đa sự phát triển của vi khuẩn gây bệnh. Bảng này có thể giúp bạn quyết định liệu vi khuẩn gây bệnh cụ thể có phát triển trong thực phẩm của bạn hay không nếu nó bị ảnh hưởng của thời gian và nhiệt độ.
Một số vi khuẩn gây bệnh phát triển tốt trong thủy sản tươi sống khi bị lạm dụng nhiệt độ ( như nhuyễn thể có vỏ tươi sống), còn những loại khác thì không. Những loài phát triển tốt khi thủy sản tươi sống bị lạm dụng thời gian/nhiệt độ bao gồm: V. vulnificus, V. parahaemolyticus, V. cholerae, và L. monocytogenes. Các vi khuẩn gây bệnh khác có thể phát triển khi điều kiện tự nhiên của thủy sản tươi sống bị thay đổi, như việc ướp muối hoặc làm giảm oxy trong bao gói. Các dạng bình thường không phát triển tốt là: C. jejuni, các chủng gây bệnh của E. coli, Salmonella spp., Shigella spp., S. aureus, C. perfringens, B. cereus, vàY. enterocolitica.
Đa số chúng phát triển tốt trong thủy sản chín khi bị lạm dụng nhiệt độ, nếu không kiểm soát sự phát triển của chúng bằng cách sấy khô, ướp muối, hoặc a-xit hóa, bởi vì các vi khuẩn cạnh tranh bị tiêu diệt trong quá trình nấu chín.
Liều lây nhiễm
Liều lây nhiễm hoặc liều độc tố là tổng số mầm bệnh hoặc tổng lượng độc tố cần thiết để gây bệnh cho người. Liều lượng thường thay đổi đáng kể đối với một mầm bệnh dựa trên sức khỏe của người tiêu dùng và độc lực (khả năng lây nhiễm) của chủng mầm bệnh cụ thể.
Liều lây nhiễm điển hình được biết hoặc nghi ngờ là rất thấp (tức là một đến vài trăm sinh vật có thể gây bệnh) cho nhiều vi khuẩn gây bệnh được liệt kê trong Bảng A-1 (Phụ lục 4). Chúng bao gồm C. jejuni,E. coli, Salmonella spp., Shigella spp., và Y. enterocolitica. Liều lây nhiễm điển hình đối với các vi khuẩn gây bệnh khác được coi là cao hơn một chút (tức là vài nghìn đến dưới 100.000)
Chúng bao gồm V. vulnificus và V. parahaemolyticus. Trong trường hợp có cả hai loại mầm bệnh này, nên ngăn chặn bất kỳ sự phát triển đáng kể nào để không vượt quá liều lây nhiễm điển hình. Nói cách khác, nhiệt độ sản phẩm phải được duy trì thấp hơn nhiệt độ phát triển tối thiểu đối với mầm bệnh hoặc không được phép vượt quá nhiệt độ đó lâu hơn giai đoạn phát triển chậm (tức là giai đoạn phát triển chậm trong đó vi khuẩn gây bệnh đã thích nghi với môi trường của nó trước đó tiến tới sự phát triển nhanh chóng) của vi khuẩn gây bệnh ở nhiệt độ tiếp xúc.
Vẫn còn những vi khuẩn gây bệnh khác đòi hỏi số lượng lớn để gây bệnh. Liều lây nhiễm điển hình của V. cholerae được nghi ngờ là 1.000.000 tế bào. Độc tố của S. aureus và B. cereus thường không tạo ra đủ độc tố để gây bệnh cho đến khi số lượng mầm bệnh đạt 100.000 đến 1.000.000 / gam.
- perfringens thường không tạo ra chất độc trong ruột của con người trừ khi ít nhất 100.000.000 vi khuẩn được tiêu thụ. Sự phát triển hạn chế của các mầm bệnh này có thể không ảnh hưởng đến sự an toàn của sản phẩm. Tuy nhiên, phải kiểm soát thời gian và nhiệt độ thích hợp để ngăn ngừa sự phát triển trước khi đạt đến liều lượng lây nhiễm hoặc độc hại.
Mức độ vi khuẩn gây bệnh
Mức độ mầm bệnh có khả năng hiện diện trong cá hoặc sản phẩm thủy sản phụ thuộc vào các yếu tố như chất lượng nước thu hoạch, cách xử lý nguyên liệu thô trước khi chuyển đến nhà máy của bạn, và hiệu quả của chương trình kiểm soát vệ sinh của bạn.
Trên thực tế, số lượng vi khuẩn gây bệnh lây nhiễm liều thấp đến trung bình ban đầu trong thực phẩm thường có tầm quan trọng hạn chế khi bạn phát triển chiến lược quản lý thời gian và nhiệt độ, bởi vì những mầm bệnh này nên được kiểm soát bằng chiến lược thời gian và nhiệt độ không cho phép sự phát triển của chúng vượt qua giai đoạn chậm trễ.
Mặt khác, khi kiểm soát vi khuẩn gây bệnh có liều lây nhiễm tương đối cao, thì số lượng vi khuẩn gây bệnh ban đầu có thể là một yếu tố đáng kể.
Xem xét thực hành đối với quá trình xử lý không được làm lạnh
Hãy xem xét các yếu tố được mô tả ở trên để xác định (các) mầm bệnh gây ra thách thức lớn nhất đối với việc quản lý thời gian và nhiệt độ tiếp xúc trong sản phẩm. Bảng A-2 (Phụ lục 4) có thể được sử dụng để thiết lập thời gian tiếp xúc an toàn đối với (các) mầm bệnh mục tiêu ở nhiệt độ mong đợi sản phẩm tiếp xúc.
Thay vào đó, có thể sử dụng các mô hình vi sinh dự đoán, chẳng hạn như Chương trình Mô hình hóa mầm bệnh của Bộ Nông nghiệp Hoa Kỳ (http://ars.usda.gov/Services/docs.html?csid=6786) hoặc ComBase (http: // www .combase.cc / default.html) để tính toán thời gian và nhiệt độ tiếp xúc với sản phẩm cụ thể. Tuy nhiên, nên xác nhận độ tin cậy của các dự đoán từ các mô hình như vậy đối với thực phẩm.
Tốc độ phát triển của mầm bệnh phụ thuộc nhiều vào nhiệt độ. Thông thường, vi khuẩn gây bệnh phát triển tương đối chậm ở nhiệt độ dưới 70 ° F (21,1 ° C). Trong hầu hết các trường hợp, sự phát triển rất chậm dưới 50 ° F (10 ° C) và 40 ° F (4,4 ° C) là thấp hơn nhiệt độ phát triển tối thiểu của hầu hết các vi khuẩn gây bệnh, mặc dù có một số ngoại lệ. Mặt khác, vi khuẩn gây bệnh phát triển tương đối nhanh ở nhiệt độ trên 70 ° F (21,1° C). Nhiệt độ sản phẩm phải được duy trì dưới nhiệt độ phát triển tối thiểu của mầm bệnh hoặc không được phép vượt quá nhiệt độ đó lâu hơn giai đoạn phát triển trễ của chu kỳ phát triển mầm bệnh.
Hãy xem xét các khuyến nghị sau đây khi phát triển một chương trình giám sát sản phẩm. Nhìn chung, nhiệt độ bề mặt sản phẩm hoặc nhiệt độ môi trường xung quanh phải được theo dõi khi nhiệt độ môi trường xung quanh (ví dụ, không khí) ấm hơn nhiệt độ bên trong sản phẩm.
Nhiệt độ bên trong ở trung tâm của phần dày nhất của sản phẩm phải được theo dõi khi nhiệt độ môi trường xung quanh (ví dụ: không khí, nước đá và nước muối) mát hơn nhiệt độ bên trong sản phẩm. Tương tự, khi chọn một sản phẩm để đo nhiệt độ, hãy xem xét vị trí của sản phẩm được chọn liên quan đến môi trường và chọn sản phẩm có khả năng xấu hơn. Ví dụ, một sản phẩm ở trung tâm của một đống sản phẩm này sẽ mất nhiều thời gian để làm mát so với một sản phẩm ở bề mặt.
Các chiến lược kiểm soát vi khuẩn gây bệnh
Có một số chiến lược để kiểm soát vi khuẩn gây bệnh trong thủy sản và các sản phẩm thủy sản. Chúng bao gồm:
- Quản lý khoảng thời gian thực phẩm tiếp xúc với nhiệt độ phù hợp cho sự phát triển của vi khuẩn gây bệnh và sản sinh độc tố (được đề cập chung trong chương này; đối với Clostridium botulinum (C. botulinum), xem Chương 13; và đối với S. aureus trong hỗn hợp bột nhào xem Chương 15);
- Diệt vi khuẩn gây bệnh bằng cách nấu chín hoặc thanh trùng (được đề cập trong Chương 16) hoặc hấp cao áp (được đề cập trong Quy định đối với thực phẩm chế biến nhiệt đóng hộp có nồng độ axit thấp – 21 CFR 113 (sau đây gọi là Quy định đối với Thực phẩm Đóng hộp có nồng độ axit Thấp (LACF));
- Tiêu diệt vi khuẩn gây bệnh bằng các quy trình giữ được các đặc tính của sản phẩm thô (được đề cập trong Chương 17);
- Kiểm soát lượng hơi ẩm phù hợp cho sự phát triển của vi khuẩn gây bệnh (hoạt tính của nước) trong sản phẩm đối với các sản phẩm khô bảo quản lâu dài (được đề cập trong Chương 14);
- Kiểm soát lượng hơi ẩm có sẵn cho sự phát triển của vi khuẩn gây bệnh (hoạt tính của nước) trong sản phẩm đối với các sản phẩm làm lạnh (được đề cập trong Chương 13);
- Kiểm soát lượng muối hoặc chất bảo quản, chẳng hạn như natri nitrit, trong sản phẩm (được đề cập trong Chương 13);
Kiểm soát mức độ axit (pH) trong sản phẩm (được đề cập trong quy định đối với Thực phẩm được Axit hóa – 21 CFR 114, đối với các sản phẩm bảo quản lâu và trong Chương 13 đối với các sản phẩm axit hóa được làm lạnh);
- Kiểm soát sự xâm nhập của vi khuẩn gây bệnh sau quá trình thanh trùng (được đề cập trong Chương 18);
- Kiểm soát nguồn động vật có vỏ thân mềm và thời gian từ khi tiếp xúc với không khí (ví dụ, khi thu hoạch hoặc khi thủy triều rút) đến khi làm lạnh để kiểm soát mầm bệnh từ khu vực thu hoạch (được đề cập trong Chương 4).
XÁC ĐỊNH MỐI NGUY TIỀM ẨN ĐÁNG KỂ
Hướng dẫn sau đây sẽ giúp xác định sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ có phải là mối nguy đáng kể ở mỗi khâu chế biến không:
- Lượng vi khuẩn gây bệnh ở mức không an toàn có thể xâm nhập vào khâu này không ( mứ vi khuẩn gây bệnh không an toàn xâm nhập từ nguyên liệu hay từ quá trình chế biến)?
Có thể cho rằng vi khuẩn gây bệnh thuộc nhiều loại khác nhau không liên quan đến các nguồn thực phẩm cụ thể, bao gồm cả những vi khuẩn được liệt kê trong Bảng A-1 (Phụ lục 4), sẽ có mặt trên cá sống và các sản phẩm thủy sản và các thành phần phi thủy sản. Tuy nhiên, một số vi khuẩn gây bệnh có liên quan đến các nguồn thực phẩm cụ thể và có thể không cần thiết phải cho rằng chúng sẽ có mặt trong các thực phẩm khác trừ khi chúng đã bị nhiễm chéo. Ví dụ, V. vulnificus, V. parahaemolyticus, và Vibrio cholerae không phải O1/ không phải O139 thường liên quan đến các loài cá biển và cửa sông ven biển chứ không phải với các loài nước ngọt hoặc các thành phần phi thủy sản.
Vi khuẩn gây bệnh cũng có thể xâm nhập trong quá trình chế biến, ngay cả sau khi nấu chín. Các chương trình vệ sinh được thiết kế phù hợp (chương trình tiên quyết) sẽ hạn chế sự xâm nhập của vi khuẩn gây bệnh.
Nói chung không nên nghĩ các chương trình này có thể ngăn chặn hoàn toàn sự xâm nhập của vi khuẩn gây bệnh. Thông tin bổ sung về chủ đề này được trình bày trong phần trước, “Hiểu về mối nguy tiềm ẩn.”
- Vi khuẩn gây bệnh có khả năng phát triển và/ hoặc hình thành độc tố đến mức không an toàn tại khâu chế biến này không?
Để trả lời câu hỏi này, trước tiên phải xác định loại vi khuẩn gây bệnh nào dễ gặp trong sản phẩm có thể phát triển trong điều kiện lạm dụng thời gian và nhiệt độ. Thông tin về chủ đề này được trình bày trong phần trước, “Hiểu về mối nguy tiềm ẩn”.
Lạm dụng thời gian và nhiệt độ ở một khâu có thể không dẫn đến sản phẩm không an toàn. Tuy nhiên, lạm dụng thời gian và nhiệt độ xảy ra ở các khâu chế biến liên tiếp (bao gồm cả các bước bảo quản) có thể đủ để dẫn đến mức độ không an toàn của vi khuẩn hoặc độc tố gây bệnh. Do đó cần hiệu quả tích lũy của sự lạm dụng thời gian và nhiệt độ trong suốt quá trình chế biến. Bảng A-2 (Phụ lục 4) cung cấp hướng dẫn về các loại lạm dụng thời gian và nhiệt độ có thể gây mất an toàn cho sản phẩm. Một nghiên cứu có thể cần được tiến hành để xác định thời gian và nhiệt độ tiếp xúc với nhiệt độ của hải sản đối với từng bước quy trình.
Cần tính đến khả năng lạm dụng thời gian và nhiệt độ khi thiếu sự kiểm soát. Bạn phải kiểm soát quá trình chế biến nhằm giảm tới mức thấp nhất khả năng lạm dụng thời gian và nhiệt độ có thể sinh ra một lượng vi khuẩn gây bệnh hoặc độc tố không an toàn. Bước này và những bước tiếp theo sẽ giúp xác định biện pháp kiểm soát cần đưa vào kế hoạch (HACCP) của bạn.
Tóm lại, ở trường hợp bình thường (nếu không có dữ liệu nào ngược lại), cần tính đến khả năng các vi khuẩn gây bệnh trong Bảng A-1 (Phụ lục 4) sẽ phát triển hoặc hình thành độc tố tới mức không an toàn trong sản phẩm tại mỗi khâu chế biến nếu có những điều kiện sau:
- Có khả năng để xuất hiện;
- Sự phát triển của nó không bị ức chế dó điều kiện của thực phẩm;
- Có khả năng khi thiếu kiểm soát, điều kiện lạm dụng thời gian và nhiệt độ như đã mô tả trong Bảng A – 2( Phụ lục 4) sẽ xảy ra và khâu chế biến có thể góp phần đáng kể vào việc tích lũy ấy.
- Sự phát triển và/ hoặc hình thành độc tốc tới mức không an toàn của vi khuẩn gây bệnh bốn dễ xảy ra có thể bị loại trừ hoặc giảm tới mức chấp nhận tại khâu chế biến này không?
Sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ nên được coi là một mối nguy đáng kể ở bất kỳ khâu chế biến nào khi có hoặc có thể sử dụng biện pháp phòng ngừa để loại bỏ mối nguy (hoặc giảm khả năng xảy ra ở mức có thể chấp nhận được) nếu thực sự có khả năng xảy ra. Các biện pháp phòng ngừa có thể được áp dụng đối với sự phát triển của vi khuẩn gây bệnh và hình thành độc tố do lạm dụng thời gian và nhiệt độ bao gồm:
- Giữ sản phẩm ở điều kiện lạnh và kiểm soát nhiệt độ làm lạnh;
- Ướp đá sản phẩm thích hợp;
- Kiểm soát khoảng thời gian sản phẩm tiếp xúc với nhiệt độ có thể cho phép vi khuẩn gây bệnh phát triển hoặc sản sinh độc tố;
- Làm lạnh sản phẩm nhanh chóng;
- Đảm bảo rằng sản phẩm thủy sản ăn liền được xử lý đúng cách trong quá trình vận chuyển lạnh từ bước xử lý trước, bao gồm:
- Kiểm soát nhiệt độ làm lạnh trong quá trình vận chuyển;
- Ướp đá trong quá trình vận chuyển.
Mục đích sử dụng
Trừ khi có ghi chú khác, muc đích sử dụng không chắc sẽ ảnh hưởng đến tầm quan trọng của các mối nguy hiểm.
FDA chưa biết bất kỳ biện pháp kiểm soát theo HACCP nào của quốc tế để kiểm soát vi khuẩn gây bệnh trong thủy sản và sản phẩm thủy sản được dự kiến để người tiêu dùng nấu trước khi ăn, ngoài chế độ vệ sinh nghiêm ngặt như một phần của chương trình tiên quyết hoặc của chính chương trình HACCP. Quy định về Thủy sản và sản phẩm thủy sản – 21 CFR 123 (được gọi là Quy chế HACCP thủy sản trong tài liệu hướng dẫn này) đòi hỏi một chế độ vệ sinh như vậy. Điều cốt lõi là thực hiện đúng các biện pháp kiểm soát vệ sinh vì bất kỳ loại vi khuẩn gây bệnh nào có thể có trong sản phẩm thủy sản đều do thao tác xử lý kém vệ sinh, do người nuôi, ngư dân hoặc nhà chế biến gây ra.
FDA quan tâm tới những thông tin liên quan đến bất kỳ biện pháp kiểm soát nào theo HACCP ngoài biện pháp vệ sinh – vừa cần thiết vừa thực tế để kiểm soát vi khuẩn gây bệnh trong thủy sản và sản phẩm thủy sản dự định sẽ được người tiêu dùng nấu chín hoàn toàn trước khi ăn. Tuy nhiên, FDA không nêu một khuyến cáo nào trong cuốn sách này và cũng không có kỳ vọng cụ thể về các biện pháp kiểm soát này trong kế hoạch HACCP của nhà chế biến. FDA đang lập kế hoạch để xây dựng những hướng dẫn về Quy phạm thực hành sản xuất tốt (GMP) cho các tàu đánh bắt và cho nuôi trồng thủy sản, với nỗ lực nhằm hạn chế tới mức thấp nhất các hoạt động có thể góp phần đưa vi khuẩn gây bệnh vào thủy sản và sản phẩm thủy sản.
Một số sản phẩm được người chế biến nấu chín một phần ( ví dụ như sản phẩm có bột, hoặc sản phẩm được tạo hình) và được người tiêu thụ hoặc người tiêu dùng cuối cùng nấu chín hoàn toàn trước khi ăn. Ví dụ như: Chả cá, chả tôm, nhồi tôm và phô mai, bánh đa cua, và cá tẩm bột. Mặc dù bên ngoài các sản phẩm trông như đã được nấu chín, thành phần hóa học bên trong không bị đông lại và sản phẩm không phải để ăn liền.
Các sản phẩm khác bao gồm sự kết hợp của các nguyên liệu sống hoặc nấu chín một phần và nấu chín hoàn toàn (ví dụ: hỗn hợp hải sản của hàu sống, tôm nấu chín và bạch tuộc sống hoặc nấu chín). Mặc dù protein của một số thành phần thủy sản được đông tụ, một số thì không. Do đó, nhiều sản phẩm trong số này không phải là sản phẩm ăn liền. Tuy nhiên, các sản phẩm kết hợp này nên được coi là ăn liền nếu người tiêu dùng hoặc người tiêu dùng cuối thường dùng các nguyên liệu sống hoặc nấu chín một phần mà không cần nấu chín..
Lưu ý rằng độc tốc S. aureus không bị phá hủy bằng cách nấu hoặc thanh trùng. Vì vậy, cần phòng ngừa sự hình thành độc tố này trong mọi thủy sản và sản phẩm thủy sản. Tuy nhiên, như đã nêu ở trên, S. aureus không phát triển tốt trên thủy sản tươi sống, trừ khi có sự phát triển cạnh tranh của sinh vật gây hỏng bị hạn chế ( bằng cách ướp muối hoặc đóng gói chân không). B. cereus cũng hình thành độc tố bền nhiệt và hình thành các bào tử chịu nhiệt có thể tồn tại khi nấu chín.
XÁC ĐỊNH ĐIỂM KIỂM SOÁT TỚI HẠN
Hướng dẫn dưới đây sẽ giúp bạn xác định khâu chế biến nào là điểm kiểm soát tới hạn (CCP) đối với sự phát triển vi khuẩn gây bệnh và hình thành độc tố do lạm dụng thời gian và nhiệt độ:
- Nếu có, trong đa số trường hợp có thể xác định khâu nấu, thanh trùng hoặc hấp cao áp là CCP. Như vậy không cần xác định các khâu chế biến trước khi nấu, thanh trùng hoặc hấp cao áp là những CCP cho mối nguy này.
Ví dụ:
Nhà chế biến tôm luộc có thể thiết lập CCP đối với vi khuẩn gây bệnh phát triển và hình thành độc tố do lạm dụng thời gian và nhiệt độ tại khâu nấu, và không cần xác định các khâu chế biến trước khi nấu là những CCP.
Hướng dẫn đối với cách tiếp cận kiểm soát vi khuẩn gây bệnh này được nêu trong Chương 16 ( Nấu và Thanh Trùng) và Quy chế về thực phẩm đóng hộp có nồng độ axit thấp – 21 CFR 113 ( Hấp cao áp).
Tuy nhiên, có hai hạn chế quan trọng đối với chiến lược này:
- Qúa trình nấu, thanh trùng hoặc hấp cao áp phải đủ để loại trừ các vi khuẩn gây bệnh có liên quan;
- Một số độc tố ( ví dụ như độc tố S. aureus and B. cereus) có tính bền nhiệt. Xử lý nhiệt, kể cả hấp cao áp, có thể không đủ để loại trừ độc tố khi chúng đã hình thành.
Trong cả hai trường hợp việc kiểm soát thời gian và nhiệt độ vẫn cần thiết tại những khâu chế biến có thể xảy ra sự phát triển của vi khuẩn gây bệnh.
- Nếu trong quá trình chế biến sau đó không có khâu nấu, thanh trùng hoặc hấp cao áp cần xác định mỗi khâu chế biến, nơi mối nguy được coi là đáng kể, như một CCP đối với mối nguy đó. Việc để sản phẩm ở nhiệt độ thích hợp cho vi khuẩn phát triển và/ hoặc hình thành độc tố cần được kiểm soát tại những khâu này.
Ví dụ:
Nhà chế biến thịt cua xác định một loạt khâu sau nấu và bảo quản (như bóc mai, tách gỡ thịt, đóng gói, giữ đông) có thể tạo điều kiện cho vi khuẩn gây bệnh phát triển và hình thành độc tố. Sản phẩm không phải qua khâu thanh trùng và có thể được ăn liền không nấu lại. Nhà chế biến kiểm soát nhiệt độ trong suốt quá trình giữ đông cũng như thời gian sản phẩm được để ở nhiệt độ cao hơn tại các khâu chế biến. Nhà chế biến xác định mỗi khâu chế biến và bảo quản sau nấu là những điểm kiểm soát tới hạn đối với môi nguy này.
Chương này cung cấp bốn cách tiếp cận kiểm soát hoặc chiến lược kiểm soát, mỗi cách liên quan đến một CCP tiềm năng riêng biệt hoặc một tập hợp các CCP:
- “Ví dụ về Chiến lược Kiểm soát 1 – Kiểm soát Qúa Cảnh.” Chiến lược kiểm soát này nên được áp dụng để kiểm soát quá trình vận chuyển khi nhận các sản phẩm thủy sản ăn liền đã được làm lạnh (tức là được làm lạnh, ướp đá, hoặc được giữ dưới phương tiện làm mát bằng hóa chất, chẳng hạn như gói gel, và không đông lạnh) các sản phẩm thủy sản ăn liền;
- Ví dụ Chiến lược Kiểm soát 2 – Kiểm soát bảo quản lạnh và Chế biến Lạnh.” Chiến lược kiểm soát này nên được áp dụng cho quá trình bảo quản ướp lạnh (tức là trong tủ lạnh, ướp lạnh và không đông lạnh) và chế biến trong tủ lạnh (tức là <40ºF (4,4ºC);
- “Ví dụ Chiến lược Kiểm soát 3- Kiểm soát Làm Nguội Sau khi Nấu. ” Chiến lược kiểm soát này nên được áp dụng cho bước làm lạnh khi không có xử lý đáng kể nào trong quá trình làm nguội và cần kiểm soát vi khuẩn gây bệnh hình thành bào tử;
- “Ví dụ về Chiến lược Kiểm soát 4 – Kiểm soát Chế Biến Không Làm Lạnh.” Chiến lược kiểm soát này nên được áp dụng cho quá trình xử lý không được làm lạnh (tức là ≥40ºF (4,4ºC).
- Sau đây là hướng dẫn thêm có thể giúp bạn xác định xem các bước xử lý này có nên được xác định là CCP cho mối nguy này hay không. Hướng dẫn được chia thành hai loại thành phẩm: nấu chín ăn liền và sống ăn liền..
Sản phẩm nấu chín, ăn liền
Các sản phẩm này có thể được nhà chế biến nấu chín, hoặc chế biến từ các thành phần đã được nấu chín. Đối với người tiêu dùng hoặc người dùng cuối có thể ăn liền, không cần nấu lại. Ví dụ: thịt cua, tôm hùm, tôm sông chín, sản phẩm làm giả từ surimi, sa-lát thủy sản, cá hun khói nóng. Lưu ý cá hun khói nóng được đề cập trong chương 13, Nấu và thanh trùng được đề cập trong Chương 16.
Sản phẩm chín, ăn liền, sản phẩm đặc chế có thể có mối nguy về vi khuẩn gây bệnh do vi khuẩn nhiễm chéo và phát triển. Các yếu tố góp phần tạo nên mối nguy này là việc xử lý bằng tay, thành phần phức tạp, nhiệt độ phòng chế biến và nhiều khâu làm mát. Cần xem xét yếu tố tích lũy sự làm dụng nhiệt độ sau khi nấu.
Trong một số trường hợp, thực phẩm chế biến sẵn, ăn liền trong tủ lạnh (ví dụ: thịt tôm hùm, thịt cua tiệt trùng, cá hun khói và các sản phẩm giả làm từ surimi) được một nhà chế biến thứ cấp tiếp nhận và bán mà không cần nấu lại. Trong các trường hợp khác, những sản phẩm này được tiếp nhận bởi một nhà chế biến thứ cấp và được sử dụng làm thành phần trong một sản phẩm ăn liền sẽ không được nấu hoặc thanh trùng bởi nhà chế biến đó (ví dụ: salad hải sản).
Trong trường hợp này, các bước tiếp nhận và bảo quản các thành phần này cũng có thể phải kiểm soát nguy cơ phát triển của vi khuẩn gây bệnh và được xác định như những CCP. Mặt khác, nếu những thực phẩm ăn liền này được nhà chế biến thứ cấp tiếp nhận để sử dụng trong một sản phẩm sẽ được nấu chín hoặc thanh trùng bởi nhà chế biến đó, thì các bước tiếp nhận và bảo quản trước bước nấu hoặc thanh trùng có thể không cần được chỉ định là CCP, trừ khi S. aureus hoặc B. cereus hình thành độc tố là một mối nguy đáng kể. Hãy nhớ rằng những chất độc này không có khả năng bị bất hoạt bởi nhiệt.
Trong các trường hợp khác, thực phẩm ăn liền được nhà chế biến thứ cấp tiếp nhận và sử dụng làm thành phần trong sản phẩm không ăn liền (ví dụ: bạch tuộc nấu chín được nhà chế biến sử dụng làm thành phần trong hỗn hợp hải sản theo thông lệ người tiêu dùng hoặc người dùng cuối ăn sau khi nấu chín). Một lần nữa, các bước tiếp nhận và bảo quản có thể không cần được chỉ định là CCP, trừ khi sự hình thành độc tố S. aureus hoặc B. cereus là một mối nguy đáng kể.
Sự cần thiết phải thiết lập CCP làm nguội sau khi nấu hoặc thanh trùng phụ thuộc vào::
- Mức độ nghiêm trọng của quá trình nấu (bao gồm cả xông khói nóng) hoặc bước thanh trùng;
- Mức độ sản phẩm được xử lý từ khi kết thúc bước nấu hoặc thanh trùng và kết thúc bước làm nguội.
Vi khuẩn gây bệnh hình thành bào tử có thể tồn tại trong quá trình nấu nướng hoặc thanh trùng nhắm vào vi khuẩn gây bệnh thực vật.
Ví dụ, trong thực phẩm có thịt hoặc gạo, các bào tử của C. perfringens và B. cereus có thể tồn tại trong quá trình nấu, và có thể phát triển và tạo ra độc tố trong sản phẩm trong quá trình làm nguội và xử lý tiếp theo. Trên thực tế, nhiệt từ quá trình nấu có thể kích thích sự phát triển của các bào tử sống sót. Trong trường hợp này, có thể cần CCP khi làm nguội sản phẩm. Tuy nhiên, một số quá trình nấu có thể đủ để thậm chí diệt cả bào tử của C. perfringens và B. cereus. Trong trường hợp này, CCP khi làm nguội sản phẩm có thể không cần thiết.
Khi có xử lý đáng kể sau khi nấu hoặc thanh trùng, có thể bị nhiễm lại vi khuẩn gây bệnh. Vì các sinh vật gây hỏng thông thường không còn để cạnh tranh với các vi khuẩn gây bệnh, nên vi khuẩn gây bệnh có thể có khả năng phát triển nhanh và hình thành độc tố. Nên làm nguội hoàn toàn sản phẩm trước khi xử lý tiếp để giảm thiểu vi khuẩn gây bệnh phát triển và hình thành độc tố. Khi việc xử lý đáng kể xảy ra sau quá trình gia nhiệt nhưng trước khi hoàn thành quá trình làm nguội hoặc khi sản phẩm đã nấu chín tiếp xúc với thiết bị không được làm gia nhiệt cùng với sản phẩm, việc kiểm soát tiếp xúc với thời gian và nhiệt độ có thể cần phải bắt đầu tại thời điểm đó. Trong một số quá trình làm nguội được thực hiện (1) trước khi xử lý đáng kể sản phẩm chín; và (2) trong cùng dụng cụ trước đó nấu sản phẩm. Trong các điều kiện này, việc làm nguội sau khi nấu có thể không cần xác định là CCP đối với mối nguy này. Tuy nhiên, sự xác định như vậy phụ thuộc vào việc tôn trọng triệt để nghiêm ngặt các qui phạm vệ sinh tốt, nhằm hạn chế hơn nữa nguy cơ bị nhiễm lại.
Việc kiểm soát thời gian và nhiệt độ có thể cần thiết tại các khâu sau đây ( các CCP):
- Tiếp nhận;
- Rã đông;
- Làm nguội sau khi nấu;
- Chế biến sau khi nấu:
- Cắt lát cá hồi hun khói nóng;
- Trộn sa – lát thủy sản;
- Gỡ thịt cua;
- Đóng gói;
- Bảo quản thành phẩm và bán thành phẩm trong tủ mát (không đông).
Thông thường, không cần kiểm soát thời gian và nhiệt độ tại các khâu chế biến đáp ứng được những điều kiện sau:
- Các khâu chế biến dùng máy, chạy liên tục như:
- Phân cỡ tôm luộc bằng máy;
- Tạo hình cho sản phẩm giả từ surimi bằng máy;
- Đông nhanh dạng rời (IQF);
- Các khâu chế biến xảy ra nhanh ảnh hưởng không đáng kể đến yếu tố tích lũy thời gian và nhiệt độ như:
- Đóng dấu mã ngày;
- Đóng thùng;
- Các khâu chế biến mà tại đó sản phẩm được đông lạnh như:
+ Mạ băng;
+ Tập trung để phân phối;
+ Lưu trữ trong kho lạnh;
- Các khâu chế biến mà tại đó sản phẩm được giữ ở nhiệt độ trên 135°F (57.2°C):
+ Trước khi làm nguội;
+ Giữ nóng.
Sản phẩm sống, ăn liền
Các sản phẩm này không được gia nhiệt trong suốt quá trình chế biến tới nhiệt độ để diệt vi khuẩn gây bệnh. Chúng thường được ăn không qua nấu. Ví dụ: cá hun khói lạnh, hàu sống, nghêu và sò, và cá có vây sống ( khi nhà chế biến có kiến thức hoặc có lý do để biết rằng sản phẩm sẽ được tiêu thụ mà không có quy trình đủ để tiêu diệt mầm bệnh gây ảnh hưởng đến sức khỏe cộng đồng hoặc nơi nhà chế biến đại diện, dán nhãn, hoặc dự định tiêu thụ sản phẩm)
Cũng giống như các sản phẩm nấu chín ăn liền, sản phẩm sống ăn liền có mối nguy vi khuẩn gây bệnh do ô nhiễm nước thu hoạch gần bờ, thực hành nuôi trồng thủy sản kém, hoặc thực hành vệ sinh kém do quá trình thu hoạch, vận chuyển hoặc chế biến.
Ví dụ: hàu thu thoạch trong những tháng ấm áp có thể chứa V. vulnificus hoặc V. parahaemolyticus. Cá vây sống có thể chứa V. parahaemolyticus, Salmonella spp., hoặc L. monocytogenes
Một số vi khuẩn gây bệnh này ( ví dụ V. vulnificus, parahaemolyticus, và L. monocytogenes) có khả năng phát triển trong sản phẩm sống.
Có thể yêu cầu các biện pháp kiểm soát thời gian và nhiệt độ tại các khâu sau (các CCP):
- Tiếp nhận;
- Chế biến như:
+ Rã đông
+ Bóc vỏ
+ Chia nhỏ thành từng phần
- Đóng gói:
- Bảo quản nguyên liệu, bán thành phẩm và thành phẩm trong tủ mát (không đông)
Thông thường, không cần kiểm soát thời gian và nhiệt độ tại các khâu chế biến đáp ứng được các điều kiện sau:
- Các khâu chế biến dùng máy, chạy liên tục:
- Phile bằng máy
- Những khâu xảy ra nhanh ảnh hưởng không đáng kể đến các yếu tố tích lũy thời gian và nhiệt độ như:
- Đóng dấu mã ngày
- Đóng thùng
- Những khâu chế biến mà tại đó sản phẩm được giữ đông lạnh:
- Tập trung để phân phối
- Bảo quan đông lạnh
Hình 12-2 cho thấy hồ sơ thời gian và nhiệt độ của một khâu chế biến thịt cua đã nấu chín không xử lý đáng kể sản phẩm trước khi nó được làm lạnh đến 50 ° F (10 ° C). Do đó, CCP là không cần thiết cho đến khi hoạt động lấy hàng, đây là điểm đầu tiên mà việc xử lý quan trọng xảy ra.
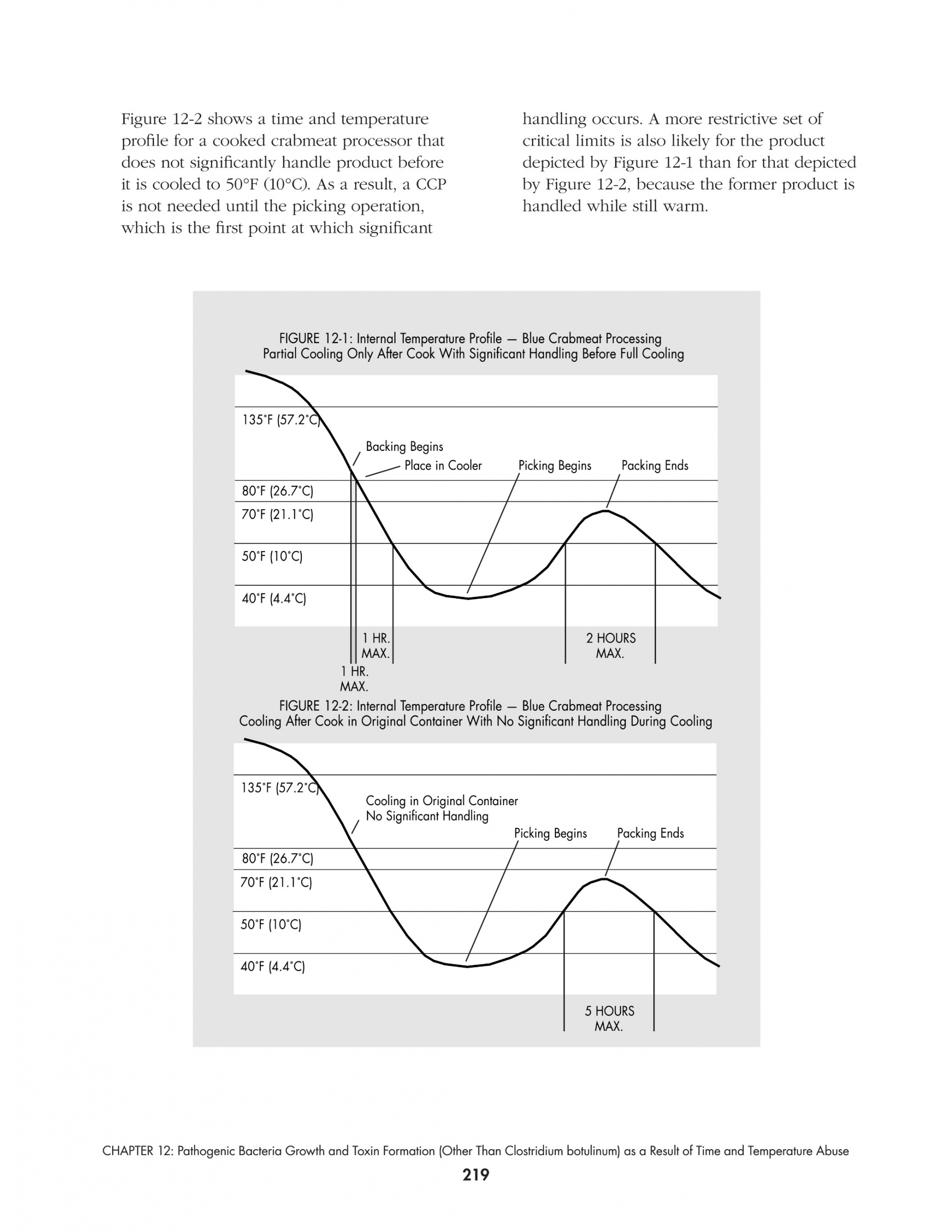
Một tập hợp các giới hạn tới hạn hạn chế hơn cũng có thể xảy ra đối với sản phẩm được mô tả trong Hình 12-1 hơn so với sản phẩm được mô tả trong Hình 12-2, vì sản phẩm cũ được xử lý khi còn ấm.
PHÁT TRIỂN CÁC CHIẾN LƯỢC KIỂM SOÁT
Hướng dẫn sau đây cung cấp các ví dụ về bốn chiến lược kiểm soát sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố. Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn. Bạn có thể chọn chiến lược kiểm soát khác với những chiến lược được đề xuất, miễn là nó tuân thủ các yêu cầu của luật và quy định an toàn thực phẩm hiện hành.
Sau đây là các ví dụ về các chiến lược kiểm soát trong chương này:
| CHIẾN LƯỢC KIỂM SOÁT |
ÁP DỤNG ĐỐI VỚI NHÀ CHẾ BIẾN CHÍNH |
ÁP DỤNG ĐỐI VỚI NHÀ CHẾ BIẾN TIẾP THEO |
| Kiểm soát quá cảnh |
√ |
|
| Bảo quản kho lạnh và kiểm soát quá trình làm lạnh |
√ |
√ |
| Làm nguội sau khi nấu |
√ |
√ |
| Kiểm soát quá trình không làm lạnh |
√ |
√ |
- VÍ DỤ VỀ CHIẾN LƯỢC KIỂM SOÁT 1 – KIỂM SOÁT QUÁ CẢNH (ĐỐI VỚI SẢN PHẨM ĐÃ LÀM LẠNH (KHÔNG PHẢI ĐÔNG LẠNH) ĐÃ NẤU, SẢN PHẨM TƯƠI SỐNG ĐỂ ĂN LIỀN, SẢN PHẨM THỦY SẢN ĂN LIỀN ĐƯỢC BẢO QUẢN HOẶC CHẾ BIẾN MÀ KHÔNG CẦN NẤU)
Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn.
Giới hạn tới hạn:
- Đối với thủy sản và sản phẩm thủy sản đã làm lạnh ( không đông lạnh) khi vận chuyển:
- Mọi lô hàng được tiếp nhận đều phải đi kèm với hồ sơ ghi chép về quá trình vận chuyển cho thấy rằng sản phẩm được duy trì ở nhiệt độ 40 ° F (4,4 ° C) hoặc thấp hơn trong suốt quá trình vận chuyển.
HOẶC
- Đối với sản phẩm được bảo quản bằng đá khi vận chuyển:
- Sản phẩm có đủ đá phủ kín hoàn toàn tại thời điểm giao hàng.
HOẶC
- Đối với sản phẩm được bảo quản bằng môi chất làm lạnh, ví dụ túi gel:
- Có đủ lượng môi chất làm lạnh để duy trì sản phẩm ở nhiệt độ bên trong 40°F (4.4°C) hoặc thấp hơn trong suốt quá trình vận chuyển;
VÀ
- Nhiệt độ bên trong của sản phẩm tại thời điểm tiếp nhận là 40°F (4.4°C) hoặc thấp hơn;
HOẶC
- Đối với sản phẩm đã làm lạnh (không đông lạnh) khi vận chuyển với thời gian vận chuyển (bao gồm cả thời gian kiểm soát nhiệt độ môi trường bên ngoài) từ 4 giờ trở xuống (tùy chọn chiến lược kiểm soát):
- Thời gian vận chuyển không quá 04 giờ;
VÀ
- Nhiệt độ bên trong của sản phẩm tại thời điểm tiếp nhận không vượt quá 40°F (4.4°C);
Lưu ý: các nhà chế biến nhận được sản phẩm có thời gian vận chuyển từ 4 giờ trở xuống có thể chọn sử dụng một trong các biện pháp kiểm soát được mô tả cho thời gian vận chuyển dài hơn để thay thế.
Thiết Lập Các Thủ Tục Giám Sát
>> Giám sát cái gì?
- Đối với sản phẩm được vận chuyển đã làm lạnh (không phải đông lạnh):
- Nhiệt độ bên trong sản phẩm trong suốt quá trình vận chuyển.
HOẶC
- Nhiệt độ môi trường bên trong xe hoặc của phương tiện chuyên chở khác trong suốt quá trình vận chuyển;
HOẶC
- Đối với sản phẩm được bảo quản bằng đá:
- Có đủ lượng đá phủ kín sản phẩm tại thời điểm giao hàng;
HOẶC
- Đối với sản phẩm được bảo quản bằng môi chất làm lạnh, ví dụ như túi gel:
- Có đủ số lượng các môi chất làm lạnh tại thời điểm giao hàng;
VÀ
- Nhiệt độ bên trong của một số sản phẩm đại diện tại thời điểm giao hàng;
HOẶC
- Đối với sản phẩm được giao đã làm lạnh (không phải đông lạnh) với thời gian vận chuyển dưới 04 giờ trở xuống:
- Ngày và giờ sản phẩm được lấy ra khỏi môi trường nhiệt độ được kiểm soát trước khi giao hàng và ngày giờ được giao;
VÀ
- Nhiệt độ bên trong của một số lượng đại diện các thùng chứa sản phẩm (ví dụ: thùng carton và tote) tại thời điểm giao hàng;
>> Thực hiện giám sát như thế nào?
- Đối với sản phẩm giao đã làm lạnh (không phải đông lạnh):
- Sử dụng thiết bị ghi nhiệt độ liên tục (ví dụ, nhiệt kế ghi) để theo dõi nhiệt độ sản phẩm bên trong hoặc nhiệt độ không khí xung quanh trong quá trình vận chuyển
HOẶC
- Đối với sản phẩm ướp đá:
- Quan sát bằng mắt thường về sự đầy đủ của nước đá trong một số lượng đại diện các vật chứa (ví dụ, thùng carton và tote) trong suốt chuyến hàng khi giao hàng;
HOẶC
- Đối với sản phẩm bảo quản bằng môi chất làm lạnh, ví dụ túi gel:
- Quan sát bằng mắt thường về tình trạng đầy đủ và trạng thái đông lạnh của môi chất làm lạnh trong một số lượng lớn các vật chứa (ví dụ: thùng carton và tote) trong suốt chuyến hàng khi giao hàng;
VÀ
- Sử dụng thiết bị chỉ thị nhiệt độ (ví dụ, nhiệt kế) để xác định nhiệt độ sản phẩm bên trong trong một số lượng đại diện các thùng chứa sản phẩm trong suốt lô hàng khi giao hàng;
HOẶC
- Đối với sản phẩm đã làm lạnh (không đông lạnh) khi vận chuyển với thời gian vận chuyển từ 4 giờ trở xuống:
- Xem xét hồ sơ của hãng vận chuyển để xác định ngày giờ sản phẩm được đưa ra khỏi môi trường nhiệt độ được kiểm soát trước khi giao hàng và ngày giờ giao hàng;
VÀ
- Sử dụng thiết bị chỉ thị nhiệt độ (ví dụ, nhiệt kế) để xác định nhiệt độ sản phẩm bên trong trong một số lượng đại diện các thùng chứa sản phẩm (ví dụ, thùng carton và tote) được chọn ngẫu nhiên trong suốt chuyến hàng, lúc giao hàng. Đo tối thiểu 12 thùng chứa sản phẩm, trừ khi có ít hơn 12 sản phẩm trong một lô, trong trường hợp này, hãy đo tất cả các thùng chứa. Các lô cho thấy mức độ thay đổi nhiệt độ cao có thể yêu cầu cỡ mẫu lớn hơn.
>> Thực hiện giám sát thường xuyên như thế nào (Tần suất)?
- Mọi lô hàng khi tiếp nhận
>> Ai sẽ thực hiện việc giám sát?
- Đối với các thiết bị ghi nhiệt độ liên tục:
- Giám sát được thực hiện bởi chính thiết bị. Việc kiểm tra trực quan dữ liệu do thiết bị tạo ra, để đảm bảo rằng các giới hạn tới hạn đã được đáp ứng một cách nhất quán, có thể được thực hiện bởi bất kỳ người nào có hiểu biết về bản chất của các biện pháp kiểm soát.;
HOẶC
- Đối với các loại khác:
- Bất kỳ người nào có hiểu biết về bản chất của các biện pháp kiểm soát;
Thiết Lập Thủ Tục Hành Động Khắc Phục/ Sửa Chữa
Thực hiện hành động khắc phục sau đối với sản phẩm có độ lệch giới hạn tới hạn:
- Làm lạnh và giữ sản phẩm bị ảnh hưởng cho đến khi thực hiện đánh giá tổng thời gian và nhiệt độ tiếp xúc (sản phẩm có mức phơi nhiễm tích lũy vượt quá giới hạn tới hạn được khuyến nghị trong “Ví dụ về Chiến lược Kiểm soát 4 – Kiểm soát Chế biến” nên được nấu chín hoặc chuyển sang sử dụng trong giới hạn tới hạn không được áp dụng (ví dụ, chuyển thịt cua sang chế biến cá bơn nhồi bông), sau khi xem xét thực tế rằng bất kỳ độc tố nào của S. aureus hoặc B. cereus có thể không bị bất hoạt bởi nhiệt, hoặc bị phá hủy hoặc chuyển hướng không dùng làm thực phẩm);
HOẶC
- Nấu sản phẩm, sau khi xem xét thực tế rằng bất kỳ độc tố nào của S. aureus hoặc B. cereus có thể có mặt có thể không bị bất hoạt bởi nhiệt;
HOẶC
- Chuyển sản phẩm sang mục đích sử dụng mà giới hạn tới hạn không thể áp dụng (ví dụ: chuyển thịt cua sang nhồi), sau khi xem xét thực tế rằng bất kỳ độc tố nào của S. aureus hoặc B. cereus có khả năng xuất hiện có thể không bị bất hoạt bởi nhiệt;
HOẶC
- Từ chối lô hàng;
VÀ
Thực hiện một vài hành động sau đây khi cần thiết lập lại sự kiểm soát đối với toàn bộ quá trình sau khi có sự sai lệch so với giới hạn tới hạn:
- Ngừng sử dụng nhà cung cấp hoặc hãng vận chuyển cho đến khi thu được bằng chứng cho thấy các phương thức xử lý vận chuyển được xác định đã được cải thiện.
Thiết Lập Hệ Thống Lưu Trữ Hồ Sơ
- Nhận hồ sơ cho thấy:
- Kết quả của việc giám sát nhiệt độ liên tục, bao gồm:
+ Thông tin in từ thiết bị hiện số ghi dữ liệu nhiệt độ, biểu đồ nhiệt kế tự ghi;
VÀ
+ Kiểm tra trực quan dữ liệu đã ghi;
HOẶC
- Kết quả của việc giám sát đá, bao gồm:
+ Số lượng các thùng chứa (ví dụ: thùng carton và thùng chứa) được kiểm tra và lượng đá cần thiết cho mỗi thùng;
VÀ
+ Số lượng thùng chứa (ví dụ: thùng carton và tote) trong lô;
HOẶC
- Kết quả của việc giám sát dung môi làm lạnh, bao gồm:
+ Số lượng thùng chứa (ví dụ: thùng carton và tote) được kiểm tra và tình trạng đông lạnh của vật liệu chứa cho mỗi thùng;
VÀ
+ Số lượng đơn vị trong lô;
VÀ/ HOẶC
- Kết quả của việc giám sát nhiệt độ bên trong sản phẩm, bao gồm:
+ Số lượng các vật chứa (ví dụ, các hộp và tote) được kiểm tra và quan sát nhiệt độ bên trong đối với mỗi vật chứa;
VÀ
+ Số lượng thùng chứa trong lô;
VÀ
+ Ngày giờ ban đầu sản phẩm được lấy ra khỏi môi trường nhiệt độ được kiểm soát và ngày giờ sản phẩm được giao, nếu có.
Thiết Lập Các Thủ Tục Thẩm Tra
- Trước khi thiết bị chỉ thị nhiệt độ (ví dụ, nhiệt kế) được đưa vào sử dụng, hãy kiểm tra độ chính xác của thiết bị để xác minh rằng hiệu chuẩn của nhà máy không bị ảnh hưởng. Việc kiểm tra này có thể được thực hiện bằng cách:
- Nhúng cảm biến vào lớp đá (32 ° F (0 ° C)) nếu thiết bị sẽ được sử dụng ở hoặc gần nhiệt độ làm lạnh;
HOẶC
- So sánh số ghi dữ liệu nhiệt độ được hiển thị trên thiết bị với thiết bị đã biết độ chính xác (ví dụ: nhiệt kế có thể truy xuất các tiêu chuẩn của Viện Tiêu Chuẩn và Công Nghệ Quốc Gia (NIST) trong các điều kiện trước đây được sử dụng (ví dụ: nhiệt độ bên trong sản phẩm) trong phạm vi kiểm tra nhiệt độ sẽ được sử dụng;
VÀ
- Khi sử dụng thiết bị, hãy kiểm tra thiết bị chỉ định nhiệt độ hàng ngày trước khi bắt đầu sử dụng. Việc kiểm tra độ chính xác ít thường xuyên hơn có thể phù hợp nếu chúng được nhà sản xuất thiết bị khuyến nghị và nếu lịch sử sử dụng thiết bị tại cơ sở của bạn cho thấy thiết bị luôn chính xác trong một thời gian dài hơn. Ngoài việc kiểm tra xem thiết bị có chính xác hay không bằng một trong các phương pháp được mô tả ở trên, quy trình này cần bao gồm việc kiểm tra trực quan cảm biến và bất kỳ dây dẫn nào kèm theo để phát hiện hư hỏng hoặc gấp khúc. Thiết bị cần được kiểm tra để đảm bảo rằng nó đang hoạt động;
VÀ
- Hiệu chỉnh thiết bị chỉ thị nhiệt độ với thiết bị chuẩn chính xác đã biết (ví dụ: nhiệt kế có thể truy xuất được với NIST) ít nhất một năm một lần hoặc thường xuyên hơn nếu được nhà sản xuất thiết bị khuyến nghị. Tần suất hiệu chuẩn tối ưu phụ thuộc vào loại, tình trạng, hiệu suất trước đây và điều kiện sử dụng của thiết bị. Sự thay đổi nhiệt độ nhất quán so với giá trị thực tế (độ lệch) được tìm thấy trong quá trình kiểm tra và / hoặc hiệu chuẩn có thể cho thấy nhu cầu hiệu chuẩn thường xuyên hơn hoặc cần phải thay thế thiết bị (có thể bằng một thiết bị bền hơn). Việc hiệu chuẩn phải được thực hiện ở ít nhất hai nhiệt độ trùng với phạm vi nhiệt độ mà nó được sử dụng;
VÀ
- Kiểm tra độ chính xác của các thiết bị ghi nhiệt độ được sử dụng để giám sát các điều kiện vận chuyển khi nhận từng lô hàng. Độ chính xác của thiết bị có thể được kiểm tra bằng cách so sánh số ghi dữ liệu nhiệt độ được hiển thị trên thiết bị với thiết bị đã biết độ chính xác (ví dụ: nhiệt kế có thể truy xuất các tiêu chuẩn của Viện Tiêu Chuẩn và Công Nghệ Quốc Gia (NIST)) trong các điều kiện trước đây được sử dụng (ví dụ: nhiệt độ không khí) trong phạm vi nhiệt độ mà nó sẽ được sử dụng;
VÀ
- Khi sử dụng kiểm tra bằng mắt đối với đá hoặc dung môi làm lạnh, định kỳ đo nhiệt độ bên trong của thủy sản để đảm bảo rằng đá hoặc dung môi làm lạnh đủ để duy trì nhiệt độ sản phẩm ở 40 ° F (4,4 ° C) hoặc thấp hơn;
VÀ
- Xem xét hồ sơ giám sát, hành động khắc phục và xác minh trong vòng 1 tuần sau khi chuẩn bị để đảm bảo chúng đã hoàn chỉnh và mọi sai lệch giới hạn nghiêm trọng xảy ra đã được giải quyết một cách thích hợp.
| BẢNG 12-1 | |||||||||
|
VÍ DỤ CHIẾN LƯỢC KIỂM SOÁT 1 – KIỂM SOÁT QUÁ CẢNH Bảng này là ví dụ về một phần của kế hoạch HACCP sử dụng “Ví dụ về chiến lược kiểm soát 1 – Kiểm soát quá cảnh”. Ví dụ này minh họa cách người chế biến nhận thịt cua đã thanh trùng có thể kiểm soát sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ trong quá trình vận chuyển. Nó chỉ được cung cấp cho mục đích minh họa. Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn. Sự phát triển của vi khuẩn gây bệnh và hình thành độc tố có thể chỉ là một trong số những mối nguy hiểm đáng kể đối với sản phẩm này. Tham khảo Bảng 3-3 và 3-4 (Chương 3) để biết các mối nguy tiềm ẩn khác (ví dụ, chất gây ô nhiễm hóa chất môi trường và thuốc trừ sâu, sự tồn tại của mầm bệnh qua quá trình nấu chín và thanh trùng, và các mảnh kim loại). Chỉ là ví dụ Đề xuất xem đầy đủ trong phần văn bản |
|||||||||
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) |
| Điểm kiểm soát tới hạn | Mối nguy đáng kể | Giới hạn tới hạn cho mỗi biện pháp phòng ngừa | Giám sát |
Các hành động sửa chữa |
Hồ Sơ |
Thẩm Tra |
|||
|
Cái gì |
Thế nào |
Tần Suất |
Ai |
||||||
| Nhận thịt cua thanh trùng | Vi khuẩn gây bệnh phát triển và hình thành độc tố | Mọi lô hàng được tiếp nhận có hồ sơ ghi chép của xe tải cho thấy nhiệt độ được duy ở 40 ° F hoặc thấp hơn | Nhiệt độ khoang lạnh của xe tải | Thiết bị hiện số ghi dữ liệu thời gian và nhiệt độ | Liên tục kết hợp xem xét và đánh giá trực quan các hồ sơ theo dõi nhiệt độ cho từng lô hàng. | Nhân viên tiếp nhận |
Từ chối lô hàng Ngừng sử dụng nhà cung cấp hoặc hãng vận chuyển cho đến khi thu được bằng chứng cho thấy các phương thức xử lý vận chuyển được xác định đã được cải thiện |
Bản in từ thiết bị ghi dữ liệu |
Kiểm tra độ chính xác của dữ liệu khi nhận từng lô.
Xem xét hồ sơ giám sát, hành động sửa chữa trong vòng 1 tuần sau khi chuẩn bị. |
- VÍ DỤ VỀ CHIẾN LƯỢC KIỂM SOÁT 2 – KIỂM SOÁT CHẾ BIẾN LẠNH VÀ BẢO QUẢN LẠNH
Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn.
Giới hạn tới hạn:
- Đối với khâu bảo quản lạnh (không phải đông lạnh) nguyên liệu, bán thành phẩm hoặc thành phẩm:
- Sản phẩm được bảo quản ở nhiệt độ không khí xung quanh mát hơn từ 40 ° F (4,4 ° C) trở xuống. Lưu ý rằng có thể cần cho phép các chu kỳ xả đá làm lạnh thường xuyên. Mặt khác, có thể tránh được những thay đổi nhỏ trong phương pháp đo nhiệt độ lạnh hơn bằng cách ngâm cảm biến của thiết bị ghi nhiệt độ (ví dụ, nhiệt kế ghi) trong chất lỏng bắt chước các đặc tính của sản phẩm. Cũng lưu ý rằng các giới hạn tới hạn trong chế biến lạnh và bảo quản lạnh quy định thời gian tích lũy và nhiệt độ tiếp xúc với nhiệt độ trên 40 ° F (4,4 ° C) thông thường không phù hợp để kiểm soát mối nguy do khó theo dõi các sản phẩm cụ thể và mức phơi nhiễm nhiệt độ tích lũy cụ thể mà các sản phẩm đó trải qua. Mức độ phơi nhiễm tích lũy cho mỗi sản phẩm cần được xác định trước khi vận chuyển. Nếu bạn chọn cách tiếp cận này, giới hạn tới hạn cho việc tiếp xúc tích lũy với nhiệt độ trên 40 ° F (4,4 ° C) phải bao gồm thời gian trong quá trình vận chuyển, chế biến lạnh, bảo quản lạnh và không lạnh;
HOẶC
- Đối với nguyên liệu, bán thành phẩm và thành phẩm được bảo quản bằng đá:
- Sản phẩm được phủ kín bằng đá và liên tục trong suốt thời gian bảo quản.
Thiết Lập Các Thủ Tục Giám Sát
>> Giám sát cái gì?
- Đối với khâu giữ lạnh hoặc chế biến:
- Nhiệt độ không khí xung quanh của phòng lạnh;
HOẶC
- Đối với khâu bảo quản bằng đá:
- Độ phủ kín đá xung quanh sản phẩm
>> Giám Sát Như Thế Nào?
- Đối với khâu giữ lạnh hoặc chế biến:
- Sử dụng thiết bị ghi nhiệt độ liên tục (ví dụ, nhiệt kế ghi);
HOẶC
- Đối với khâu bảo quản bằng đá:
- Quan sát bằng mắt khối lượng đá trong các thùng chứa;
>> Thực hiện giám sát thường xuyên như thế nào (Tần suất)?
- Đối với thiết bị ghi nhiệt độ liên tục:
- Giám sát liên tục cùng với việc quan sát bằng mắt ít nhất 1 lần/ngày;
HOẶC
- Đối với khâu bảo quản bằng đá:
- Tần suất đủ để đáp ứng giới hạn tới hạn;
>> Ai sẽ thực hiện việc giám sát?
- Đối với thiết bị ghi nhiệt độ liên tục:
- Việc giám sát được thực hiện bởi chính thiết bị. Việc kiểm tra trực quan dữ liệu do thiết bị tạo ra, để đảm bảo rằng các giới hạn tới hạn đã được đáp ứng một cách nhất quán, có thể được thực hiện bởi bất kỳ người nào có hiểu biết về bản chất của các biện pháp kiểm soát;
HOẶC
- Đối với các loại khác:
- Bất kỳ người nào có hiểu biết về bản chất của các biện pháp kiểm soát;
Thiết Lập Thủ Tục Hành Động Khắc Phục/ Sửa Chữa
Thực hiện hành động khắc phục sau đối với sản phẩm có độ lệch giới hạn tới hạn:
- Làm lạnh và giữ sản phẩm bị ảnh hưởng cho đến khi thực hiện đánh giá tổng thời gian và nhiệt độ tiếp xúc (sản phẩm có mức phơi nhiễm tích lũy vượt quá giới hạn tới hạn được khuyến nghị trong “Ví dụ về Chiến lược Kiểm soát 4 – Kiểm soát Chế biến” nên được nấu chín hoặc chuyển sang sử dụng trong giới hạn tới hạn không được áp dụng (ví dụ, chuyển thịt cua sang chế biến cá bơn nhồi bông), sau khi xem xét thực tế rằng bất kỳ độc tố nào của S. aureus hoặc B. cereus có thể không bị bất hoạt bởi nhiệt, hoặc bị phá hủy hoặc chuyển hướng không dùng làm thực phẩm);
HOẶC
- Nấu sản phẩm, sau khi xem xét thực tế rằng bất kỳ độc tố nào của S. aureus hoặc B. cereus có thể có mặt có thể không bị bất hoạt bởi nhiệt;
HOẶC
- Chuyển sản phẩm sang mục đích sử dụng mà giới hạn tới hạn không thể áp dụng (ví dụ: chuyển thịt cua sang nhồi), sau khi xem xét thực tế rằng bất kỳ độc tố nào của S. aureus hoặc B. cereus có khả năng xuất hiện có thể không bị bất hoạt bởi nhiệt;
HOẶC
- Từ chối lô hàng;
HOẶC
- Chuyển sản phẩm theo hướng không dùng cho thực phẩm;
VÀ
Thực hiện một vài hành động sau đây khi cần thiết lập lại sự kiểm soát đối với toàn bộ quá trình sau khi có sự sai lệch so với giới hạn tới hạn:
- Ngăn ngừa sự hư hỏng thêm của sản phẩm:
- Bổ sung đá;
HOẶC
- Chuyển một phần hoặc toàn bộ sản phẩm từ máy lạnh đó sang máy lạnh khac;
HOẶC
- Cấp đông sản phẩm;
VÀ
- Xử lý nguyên nhân gốc rễ:
- Sửa chữa hoặc hiệu chỉnh máy lạnh;
HOẶC
- Thực hiện điều chỉnh hoạt động của đá;
Thiết Lập Hệ Thống Lưu Trữ Hồ Sơ
- Đối với khâu bảo quản lạnh:
- Thông tin in từ thiết bị hiện số ghi dữ liệu nhiệt độ, biểu đồ nhiệt kế tự ghi;
VÀ
- Bản in từ thiết bị hiện số ghi dữ liệu;
HOẶC
- Đối với bảo quản bằng đá:
- Kết quả kiểm tra nước đá:
+ Số lượng các thùng chứa (ví dụ: thùng carton và thùng chứa) được kiểm tra và lượng đá cần thiết cho mỗi thùng;
VÀ
+ Số lượng các thùng chứa trong máy làm mát;
Thiết Lập Các Thủ Tục Thẩm Tra
- Trước khi thiết bị chỉ thị nhiệt độ (ví dụ, nhiệt kế) được đưa vào sử dụng, hãy kiểm tra độ chính xác của thiết bị để xác minh rằng hiệu chuẩn của nhà máy không bị ảnh hưởng. Việc kiểm tra này có thể được thực hiện bằng cách:
- Nhúng cảm biến vào lớp đá (32 ° F (0 ° C)) nếu thiết bị sẽ được sử dụng ở hoặc gần nhiệt độ làm lạnh;
HOẶC
- So sánh số ghi dữ liệu nhiệt độ được hiển thị trên thiết bị với thiết bị đã biết độ chính xác (ví dụ: nhiệt kế có thể truy xuất được các tiêu chuẩn của Viện Tiêu Chuẩn và Công Nghệ Quốc Gia (NIST) trong các điều kiện trước đây được sử dụng (ví dụ: nhiệt độ bên trong sản phẩm) trong phạm vi kiểm tra nhiệt độ sẽ được sử dụng;
VÀ
- Khi sử dụng thiết bị, hãy kiểm tra thiết bị chỉ định nhiệt độ hàng ngày trước khi bắt đầu sử dụng. Việc kiểm tra độ chính xác ít thường xuyên hơn có thể phù hợp nếu chúng được nhà sản xuất thiết bị khuyến nghị và nếu lịch sử sử dụng thiết bị tại cơ sở của bạn cho thấy thiết bị luôn chính xác trong một thời gian dài hơn. Ngoài việc kiểm tra xem thiết bị có chính xác hay không bằng một trong các phương pháp được mô tả ở trên, quy trình này cần bao gồm việc kiểm tra trực quan cảm biến và bất kỳ dây dẫn nào kèm theo để phát hiện hư hỏng hoặc gấp khúc. Thiết bị cần được kiểm tra để đảm bảo rằng nó đang hoạt động;
VÀ
- Hiệu chỉnh thiết bị chỉ thị nhiệt độ với thiết bị chuẩn chính xác đã biết (ví dụ: nhiệt kế có thể truy xuất được với NIST) ít nhất một năm một lần hoặc thường xuyên hơn nếu được nhà sản xuất thiết bị khuyến nghị. Tần suất hiệu chuẩn tối ưu phụ thuộc vào loại, tình trạng, hiệu suất trước đây và điều kiện sử dụng của thiết bị. Sự thay đổi nhiệt độ nhất quán so với giá trị thực tế (độ lệch) được tìm thấy trong quá trình kiểm tra và / hoặc hiệu chuẩn có thể cho thấy nhu cầu hiệu chuẩn thường xuyên hơn hoặc cần phải thay thế thiết bị (có thể bằng một thiết bị bền hơn). Việc hiệu chuẩn phải được thực hiện ở ít nhất hai nhiệt độ trùng với phạm vi nhiệt độ mà nó được sử dụng;
VÀ
- Khi sử dụng kiểm tra bằng mắt đối với đá, định kỳ đo nhiệt độ bên trong của thủy sản để đảm bảo rằng đá đủ để duy trì nhiệt độ sản phẩm ở 40 ° F (4,4 ° C) hoặc thấp hơn;
VÀ
- Xem xét hồ sơ giám sát, hành động khắc phục và xác minh trong vòng 1 tuần sau khi chuẩn bị để đảm bảo chúng đã hoàn chỉnh và mọi sai lệch giới hạn nghiêm trọng xảy ra đã được giải quyết một cách thích hợp.
| BẢNG 12-2 | |||||||||
|
VÍ DỤ CHIẾN LƯỢC KIỂM SOÁT 2 – KIỂM SOÁT CHẾ BIẾN LẠNH VÀ BẢO QUẢN LẠNH (DẠNG ƯỚP ĐÁ) Bảng này là ví dụ về một phần của kế hoạch HACCP sử dụng “Ví dụ về chiến lược kiểm soát 2 – Kiểm soát chế biến lạnh và bảo quản lạnh (Dạng Ướp đá).” Ví dụ này minh họa cách nhà chế biến thịt cua xanh có thể kiểm soát sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ trong quá trình cấp đông. Nó chỉ được cung cấp cho mục đích minh họa. Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn. Sự phát triển của vi khuẩn gây bệnh và hình thành độc tố có thể chỉ là một trong số những mối nguy hiểm đáng kể đối với sản phẩm này. Tham khảo Bảng 3-3 và 3-4 (Chương 3) để biết các mối nguy tiềm ẩn khác (ví dụ, chất gây ô nhiễm hóa chất môi trường và thuốc trừ sâu, sự tồn tại của mầm bệnh qua quá trình nấu chín và thanh trùng, và các mảnh kim loại). Chỉ là ví dụ Đề xuất xem đầy đủ trong phần văn bản |
|||||||||
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) |
| Điểm kiểm soát tới hạn | Mối nguy đáng kể | Giới hạn tới hạn cho mỗi biện pháp phòng ngừa | Giám sát | Các hành động sửa chữa | Hồ Sơ | Thẩm Tra | |||
| Cái gì | Thế nào | Tần Suất | Ai | ||||||
| Làm lạnh thành phẩm | Vi khuẩn gây bệnh phát triển và hình thành độc tố | Đá phủ kín hoàn toàn sản phẩm trong thùng chứa | Lượng nước đá | Quan sát trực quan | Đối với mỗi lô hàng được đưa khỏi nơi bảo quản để vận chuyển | Nhân viên sản xuất |
Thêm đá
Lưu và đánh giá dựa vào tổng nhiệt độ và thời gian tiếp xúc |
Hồ sơ lưu trữ đá |
Kiểm tra nhiệt độ bên trong của thịt cua ướp đá hàng tuần.
Xem xét hồ sơ giám sát, hành động khắc phục và xác minh trong vòng 1 tuần sau khi chuẩn bị. |
| BẢNG 12-3 | |||||||||
|
VÍ DỤ CHIẾN LƯỢC KIỂM SOÁT 3 – KIỂM SOÁT CHẾ BIẾN LẠNH VÀ BẢO QUẢN LẠNH (DẠNG CẤP ĐÔNG) Bảng này là ví dụ về một phần của kế hoạch HACCP sử dụng “Ví dụ về chiến lược kiểm soát 3 – Kiểm soát chế biến lạnh và bảo quản lạnh (Dạng cấp đông).” Ví dụ này minh họa cách nhà chế biến thịt cua xanh có thể kiểm soát sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ trong tủ lạnh. Nó chỉ được cung cấp cho mục đích minh họa. Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn. Sự phát triển của vi khuẩn gây bệnh và hình thành độc tố có thể chỉ là một trong số những mối nguy hiểm đáng kể đối với sản phẩm này. Tham khảo Bảng 3-3 và 3-4 (Chương 3) để biết các mối nguy tiềm ẩn khác (ví dụ, chất gây ô nhiễm hóa chất môi trường và thuốc trừ sâu, sự tồn tại của mầm bệnh qua quá trình nấu chín và thanh trùng, và các mảnh kim loại). Chỉ là ví dụ Đề xuất xem đầy đủ trong phần văn bản |
|||||||||
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) |
| Điểm kiểm soát tới hạn | Mối nguy đáng kể | Giới hạn tới hạn cho mỗi biện pháp phòng ngừa | Giám sát | Các hành động sửa chữa | Hồ Sơ | Thẩm Tra | |||
| Cái gì | Thế nào | Tần Suất | Ai | ||||||
| Máy làm lạnh thành phẩm | Vi khuẩn gây bệnh phát triển và hình thành độc tố | Duy trì máy làm lạnh ở nhiệt độ 40°F hoặc thấp hơn | Nhiệt độ máy làm lạnh | Thiết bị hiện số ghi dữ liệu thời gian và nhiệt độ | Liên tục kết hợp với kiểm tra bằng mắt mỗi ngày 1 lần | Công nhân sản xuất |
Chuyển sang máy làm lạnh khác hoặc thêm đá.
Lưu và đánh giá dựa vào tổng nhiệt độ và thời gian tiếp xúc |
Bản in từ thiết bị ghi dữ liệu
Ghi lại hoặc kiểm tra trực quan |
Kiểm tra độ chính xác của thiết bị và đảm bảo rằng nó hoạt động trước khi sử dụng; kiểm tra hàng ngày, khi bắt đầu sử dụng; và hiệu chỉnh mỗi năm một lần. Xem xét hồ sơ giám sát, hành động khắc phục và xác minh trong vòng 1 tuần sau khi chuẩn bị. |
- VÍ DỤ VỀ CHIẾN LƯỢC KIỂM SOÁT 3 – KIỂM SOÁT LÀM NGUỘI SAU KHÂU NẤU
Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn.
Giới hạn tới hạn:
- Sản phẩm được làm lạnh từ 135 ° F (57,2 ° C) đến 70 ° F (21,1 ° C) trong vòng 2 giờ;
VÀ
- Sản phẩm được làm lạnh thêm từ 135 ° F (57,2 ° C) đến 40 ° F (4,4 ° C) trong vòng 4 giờ nữa;
HOẶC
- Giá trị tối thiểu hoặc tối đa cho các yếu tố quan trọng của quá trình ảnh hưởng đến tốc độ làm nguội, như được thiết lập bởi một nghiên cứu tốc độ làm nguội (ví dụ: nhiệt độ bên trong sản phẩm khi bắt đầu làm nguội, nhiệt độ làm mát, lượng đá, số lượng hoặc kích thước của sản phẩm được làm lạnh, công thức sản phẩm, hình dạng của sản phẩm trong tủ lạnh).
Thiết Lập Các Thủ Tục Giám Sát
>> Giám sát cái gì?
- Khoảng thời gian làm nguội và nhiệt độ bên trong sản phẩm;
HOẶC
- Các yếu tố tới hạn của quá trình ảnh hưởng tới tốc độ làm nguội đã được thiết lập qua nghiên cứu.
>> Giám Sát Như Thế Nào?
- Đồng hồ
VÀ
- Dùng nhiệt kế hiện số và kiểm tra bằng mắt về thời gian làm nguội;
HOẶC
- Dùng thiết bị hiện số ghi dữ liệu thời gian và nhiệt độ liên tục.
HOẶC
- Dùng các dụng cụ thích hợp (ví dụ: thiết bị hiện số ghi dữ liệu thời gian và nhiệt độ) và/ hoặc quan sát bằng mắt khi cần để đo những yếu tố tới hạn của quá trình ảnh hưởng đến tốc độ làm nguội đã được thiết lập qua nghiên cứu.
Ví dụ:
Một nhà chế biến tôm sông xác định khâu làm nguội sau khi nấu là một điểm kiểm soát tới hạn đối với sự phát triển và hình thành độc tố của vi khuẩn gây bệnh. Nhà chế biến này đã thiết lập giới hạn tới hạn là thời gian làm nguội không quá 2 giờ từ 135 ° F (57,2 ° C) đến 70 ° F (21,1 ° C) và không quá 4 giờ từ 70 ° F (21,1 ° C) đến 40 ° F (4,4 ° C). Nhà chế biến sử dụng những lô sản phẩm chín được đánh dấu để giám sát quá trình làm nguội. giám sát bằng mắt thời điểm lô sản phẩm được đánh dấu rời khỏi thiết bị nấu và giám sát nhiệt độ bên trong sản phẩm của lô đó bằng nhiệt kế đĩa số sau khi nấu 2 giờ và 4 giờ.
Ví dụ:
Một nhà chế biến tôm sông khác đã xác định tương tự khâu làm nguội là một điểm kiểm soát tới hạn và đã thiết lập cùng giới hạn tới hạn. Nhà chế biến sử dụng thiết bị hiện số ghi dữ liệu thời gian và nhiệt độ để giám sát tốc độ làm nguội của sản phẩm chín.
Ví dụ:
Một nhà chế biến tôm sông khác đã xác định tương tự khâu làm nguội là một điểm kiểm soát tới hạn. Nhà chế biến này đã nghiên cứu tốc độ làm nguội và xác định có thể đạt được tốc độ làm nguội không quá 2 giờ từ 135°F (57.2°C) xuống 70°F (21.1°C) và không quá 4 giờ từ 70°F (21.1°C) xuống 40°F (4.4°C) nếu đáp ứng được một số điều kiện trong quá trình làm nguội. Việc nghiên cứu xác định những giới hạn tới hạn sau phải được tuân thủ: nhiệt độ máy làm nguội không được quá 60°F (15.6°C) trong suốt 2 giờ đầu làm nguội và không quá 40°F (4.4°C) trong thời gian làm nguội còn lại; và máy chỉ làm nguội mỗi lô không quá 1000pao ( khoảng 450kg) tôm sông. Nhà chế biến giám sát nhiệt độ của máy làm nguội bằng nhiệt kế tự ghi và giám sát trọng lượng sản phẩm bằng cân khi tiếp nhận đưa vào máy.
>> Thực hiện giám sát thường xuyên như thế nào (Tần suất)?
- Đối với các thiết bị hiện số dữ liệu nhiệt độ;
- Ít nhất 2 giờ một lần;
HOẶC
- Đối với các nhiệt kế tự ghi
- Ít nhất cứ sau 2 giờ một lần và giám sát liên tục, kiểm tra trực quan vào cuối giai đoạn làm nguội;
HOẶC
- Đối với các yếu tố tới hạn của quá trình làm nguội;
- Cần giám sát thường xuyên để đảm vảo việc kiểm soát quá trình chế biến.
>> Ai sẽ thực hiện việc giám sát?
- Đối với các thiết bị hiện số ghi dữ liệu nhiệt độ:
- Việc giám sát do chính thiết bị thực hiện. Kiểm tra bằng mắt cần được tiến hành nhằm đảm bảo các giới hạn tới hạn trên luôn được tuân thủ. Việc kiểm tra này có thể được thực hiện bởi bất kỳ người nào hiểu biết về quá trình và thủ tục giám sát thực hiện.
- Đối với các loại khác:
- Bất kỳ người nào hiểu biết về quá trình và thủ tục giám sát thực hiện.
Thiết Lập Thủ Tục Hành Động Khắc Phục/ Sửa Chữa
Thực hiện hành động khắc phục sau đối với sản phẩm có độ lệch giới hạn tới hạn:
- Nấu lại sản phẩm, sau khi xem xét việc có thể có độc tố của S. aureus không bị bất hoạt do nhiệt;
HOẶC
- Thay đổi mục đích sử dụng sản phẩm sang hướng ở đó không áp dụng giới hạn tới hạn trên (ví dụ chuyển thịt cua sang thành phần để nhồi), sau khi xem xét việc có thể có độc tố của S. aureus không bị bất hoạt do nhiệt;
HOẶC
- Hủy sản phẩm;
HOẶC
- Thay đổi mục đích sử dụng không làm thực phẩm.
VÀ
Thực hiện một vài hành động sau đây khi cần thiết lập lại sự kiểm soát đối với toàn bộ quá trình sau khi có sự sai lệch so với giới hạn tới hạn:
- Ngăn ngừa sự hư hỏng thêm của sản phẩm:
- Bổ sung đá;
VÀ
- Xử lý nguyên nhân gốc rễ:
- Sửa chữa hoặc hiệu chỉnh máy lạnh;
HOẶC
- Thực hiện điều chỉnh hoạt động của đá;
Thiết Lập Hệ Thống Lưu Trữ Hồ Sơ
- Đối với các thiết bị hiện số dữ liệu nhiệt độ:
- Hồ sơ hiển thị nhiệt độ làm nguội bên trong của sản phẩm, và khoảng thời gian từ khi kết thúc nấu (hoặc thời gian nhiệt độ bên trong sản phẩm giảm xuống dưới 135 ° F (57,2 ° C)) và thời gian thực hiện phép đo ;
HOẶC
- Đối với thiết bị nhiệt kế tự ghi:
- Biểu đồ nhiệt kế tự ghi
VÀ
- Hồ sơ kiểm tra dữ liệu bằng mắt
HOẶC
- Đối với các yếu tố tới hạn trong sản xuất có thể ảnh hưởng lên tốc độ làm mát được thiết lập qua nghiên cứu:
- Hồ sơ ghi chép thích hợp (ví dụ: hồ sơ chế biến cho thấy kết quả kiểm tra thời gian và nhiệt độ và/ hoặc khối lượng sản phẩm trong máy làm mát).
Thiết Lập Các Thủ Tục Thẩm Tra
- Trước khi thiết bị chỉ thị nhiệt độ (ví dụ, nhiệt kế) được đưa vào sử dụng, hãy kiểm tra độ chính xác của thiết bị để xác minh rằng hiệu chuẩn của nhà máy không bị ảnh hưởng. Việc kiểm tra này có thể được thực hiện bằng cách:
- Nhúng cảm biến vào lớp đá (32 ° F (0 ° C)) nếu thiết bị sẽ được sử dụng ở hoặc gần nhiệt độ làm lạnh;
HOẶC
- Nhúng cảm biến vào nước sôi (212 ° F (100 ° C)) nếu thiết bị sẽ được sử dụng tại hoặc gần điểm sôi. Lưu ý rằng nên điều chỉnh nhiệt độ để bù lại độ cao, khi cần thiết;
HOẶC
- Thực hiện kết hợp các điều trên nếu thiết bị sẽ được sử dụng ở hoặc gần nhiệt độ phòng;
HOẶC
- So sánh số ghi dữ liệu nhiệt độ được hiển thị trên thiết bị với thiết bị đã biết độ chính xác (ví dụ: nhiệt kế có thể truy xuất được các tiêu chuẩn của Viện Tiêu Chuẩn và Công Nghệ Quốc Gia (NIST) trong các điều kiện trước đây được sử dụng (ví dụ: nhiệt độ bên trong sản phẩm) trong phạm vi kiểm tra nhiệt độ sẽ được sử dụng;
VÀ
- Khi sử dụng thiết bị, hãy kiểm tra thiết bị chỉ định nhiệt độ hàng ngày trước khi bắt đầu sử dụng. Việc kiểm tra độ chính xác ít thường xuyên hơn có thể phù hợp nếu chúng được nhà sản xuất thiết bị khuyến nghị và nếu lịch sử sử dụng thiết bị tại cơ sở của bạn cho thấy thiết bị luôn chính xác trong một thời gian dài hơn. Ngoài việc kiểm tra xem thiết bị có chính xác hay không bằng một trong các phương pháp được mô tả ở trên, quy trình này cần bao gồm việc kiểm tra trực quan cảm biến và bất kỳ dây dẫn nào kèm theo để phát hiện hư hỏng hoặc gấp khúc. Thiết bị cần được kiểm tra để đảm bảo rằng nó đang hoạt động;
VÀ
- Hiệu chỉnh thiết bị chỉ thị nhiệt độ với thiết bị chuẩn chính xác đã biết (ví dụ: nhiệt kế có thể truy xuất được với NIST) ít nhất một năm một lần hoặc thường xuyên hơn nếu được nhà sản xuất thiết bị khuyến nghị. Tần suất hiệu chuẩn tối ưu phụ thuộc vào loại, tình trạng, hiệu suất trước đây và điều kiện sử dụng của thiết bị. Sự thay đổi nhiệt độ nhất quán so với giá trị thực tế (độ lệch) được tìm thấy trong quá trình kiểm tra và / hoặc hiệu chuẩn có thể cho thấy nhu cầu hiệu chuẩn thường xuyên hơn hoặc cần phải thay thế thiết bị (có thể bằng một thiết bị bền hơn). Việc hiệu chuẩn phải được thực hiện ở ít nhất hai nhiệt độ trùng với phạm vi nhiệt độ mà nó được sử dụng;
VÀ
- Xem xét hồ sơ giám sát, hành động khắc phục và xác minh trong vòng 1 tuần sau khi chuẩn bị để đảm bảo chúng đã hoàn chỉnh và mọi sai lệch giới hạn nghiêm trọng xảy ra đã được giải quyết một cách thích hợp.
| BẢNG 12 – 4 | |||||||||
|
VÍ DỤ CHIẾN LƯỢC KIỂM SOÁT 3 – KIỂM SOÁT LÀM NGUỘI SAU KHI NẤU Bảng này là ví dụ về một phần của kế hoạch HACCP sử dụng “Ví dụ về chiến lược kiểm soát 3 – Kiểm soát làm nguội sau khi nấu” Ví dụ này minh họa cách một bộ xử lý thịt cua bể có thể kiểm soát sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ trong quá trình làm nguội sau khi nấu. Trong trường hợp này, sản phẩm được làm nguội hoàn toàn, tức là đến 40 ° F (4,4 ° C), sau khi nấu trước khi xử lý quan trọng.. Nó chỉ được cung cấp cho mục đích minh họa. Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn. Sự phát triển của vi khuẩn gây bệnh và hình thành độc tố có thể chỉ là một trong số những mối nguy hiểm đáng kể đối với sản phẩm này. Tham khảo Bảng 3-3 và 3-4 (Chương 3) để biết các mối nguy tiềm ẩn khác (ví dụ, chất gây ô nhiễm hóa chất môi trường và thuốc trừ sâu, sự tồn tại của mầm bệnh qua quá trình nấu chín và thanh trùng, và các mảnh kim loại). Chỉ là ví dụ Đề xuất xem đầy đủ trong phần văn bản |
|||||||||
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) |
| Điểm kiểm soát tới hạn | Mối nguy đáng kể | Giới hạn tới hạn cho mỗi biện pháp phòng ngừa | Giám sát | Các hành động sửa chữa | Hồ Sơ | Thẩm Tra | |||
| Cái gì | Thế nào | Tần Suất | Ai | ||||||
| Máy làm nguội cua đã nấu | Vi khuẩn gây bệnh phát triển và hình thành độc tố | Cua được làm nguội từ 135°F xuống 70°F trong vòng 02 giờ và từ 70°F đến 40°F trong vòng 4 giờ. | Thời gian của chu kỳ làm nguội | Đồng hồ | Bắt đầu lô được đánh dấu, khoảng 2 giờ một lần trong quá trình nấu | Quản đốc |
Tiêu hủy sản phẩm
Điều chỉnh hoặc sửa chữa máy làm nguội |
Hồ sơ theo dõi sản xuất |
Kiểm tra độ chính xác và hư hỏng của nhiệt kế hiện số và đảm bảo rằng nó đang hoạt động trước khi đưa vào sử dụng; kiểm tra hàng ngày, khi bắt đầu sử dụng; và hiệu chỉnh mỗi năm một lần Xem xét hồ sơ giám sát, hành động sửa chữa trong vòng 1 tuần kể từ ngày ghi chép; |
| Nhiệt độ bên trong cua đã nấu | Nhiệt kế đĩa số đo trong lô cua đã được đánh dấu | ||||||||
- VÍ DỤ VỀ CHIẾN LƯỢC KIỂM SOÁT 4 – KIỂM SOÁT CHẾ BIẾN KHÔNG ĐÔNG LẠNH
Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn.
Giới hạn tới hạn:
Các giới hạn tới hạn được khuyến nghị sau đây nhằm ngăn chặn vi khuẩn gây bệnh chiếm phần lớn trong thủy sản và các sản phẩm thủy sản không phát triển tới mức tăng trưởng (tức là giữ chúng ở dưới mức có thể phát triển) do lạm dụng thời gian và nhiệt độ trong quá trình chế biến. Có thể tham khảo Bảng A-2 (Phụ lục 4), bảng này cung cấp mối quan hệ thời gian và nhiệt độ tích lũy cho từng vi khuẩn gây bệnh.
Đối với sản phẩm sống, ăn liền:
- GIỚI HẠN TỚI HẠN 1:
- Nếu có thể duy trì nhiệt độ bên trong sản phẩm ở khoảng trên 70°F (21.1°C), thời gian phơi nhiễm (nghĩa là khoảng thời gian nhiệt độ bên trong trên 50°F (10°C) nhưng dưới 135ºF (57.2ºC)) nên giới hạn trong vòng 2 giờ (hoặc 3 giờ nếu S. aureus là vi khuẩn gây bệnh duy nhất cần xem xét);
HOẶC
- Ngoài thời gian phơi nhiễm (nghĩa là khoảng thời gian nhiệt độ bên trong trên 50°F (10°C) nhưng dưới 135ºF (57.2ºC) nên giới hạn trong vòng 4 giờ, miễn là không quá 2 giờ cho khoảng từ 70 ° F (21,1 ° C) đến 135ºF (57,2ºC);
HOẶC
- GIỚI HẠN TỚI HẠN 2:
- Nếu có thể duy trì sản phẩm ở nhiệt độ bên trong trên 50 ° F (10 ° C) nhưng không bao giờ trên 70 ° F (21,1 ° C), nên hạn chế thời gian phơi nhiễm ở nhiệt độ bên trong trên 50 ° F (10 ° C) đến 5 giờ (12 giờ nếu S. aureus là vi khuẩn gây bệnh duy nhất cần xem xét);
HOẶC
- GIỚI HẠN TỚI HẠN 3:
- Sản phẩm được duy trì ở nhiệt độ bên trong dưới 50 ° F (10 ° C) trong suốt quá trình chế biến;
HOẶC
- Ngoài ra, sản phẩm được duy trì ở nhiệt độ phòng dưới 50 ° F (10 ° C) trong suốt quá trình chế biến;
Đối với sản phẩm nấu chín, ăn liền:
Lưu ý: Các giới hạn tới hạn đối với các sản phẩm nấu chín, ăn liền bắt đầu sau khi hoàn tất việc làm nguội hoặc tại thời điểm sản phẩm được thực hiện các thao tác đầu tiên sau khi nấu, tùy điều kiện nào xảy ra trước.
- GIỚI HẠN TỚI HẠN 1:
- Nếu có thể duy trì nhiệt độ bên trong sản phẩm ở khoảng trên 80°F (26.7°C), thời gian phơi nhiễm (nghĩa là khoảng thời gian nhiệt độ bên trong trên 50°F (10°C) nhưng dưới 135ºF (57.2ºC)) nên giới hạn trong vòng 1 giờ (hoặc 3 giờ nếu S. aureus là vi khuẩn gây bệnh duy nhất cần xem xét);
HOẶC
- Ngoài thời gian phơi nhiễm (nghĩa là khoảng thời gian nhiệt độ bên trong trên 80°F (26.7°C), thời gian phơi nhiễm (nghĩa là khoảng thời gian nhiệt độ bên trong trên 50°F (10°C) nhưng dưới 135ºF (57.2ºC)) nên giới hạn trong vòng 4 giờ, miễn là không quá 1 giờ cho khoảng từ 70 ° F (21,1 ° C) đến 135ºF (57,2ºC);
HOẶC
- GIỚI HẠN TỚI HẠN 2:
- Nếu có thể duy trì sản phẩm ở nhiệt độ bên trong trên 70°F (21.1°C) nhưng không bao giờ trên 80 ° F (21,1 ° C), thời gian phơi nhiễm ở nhiệt độ bên trong trên 50 ° F (10 ° C) nên giới hạn trong vòng 2 giờ (hoặc 3 giờ nếu S. aureus là vi khuẩn gây bệnh duy nhất cần xem xét);
HOẶC
- Ngoài ra, nếu sản phẩm không duy trì nhiệt độ bên trong trên 80 ° F (26,7 ° C), tiếp xúc thời gian nhiệt độ bên trong trên 50 ° F (10 ° C) nên được giới hạn trong 4 giờ, miễn là không quá 2 giờ cho khoảng trên 70 ° F (21,1 ° C)
HOẶC
- GIỚI HẠN TỚI HẠN 3:
- Sản phẩm được duy trì ở nhiệt độ bên trong trên 50 ° F (10 ° C) nhưng không vượt quá 70 ° F (21,1 ° C), thời gian tiếp xúc ở nhiệt độ bên trong trên 50 ° F (10 ° C) nên được giới hạn trong 5 giờ (12 giờ nếu S. aureus là vi khuẩn gây bệnh duy nhất cần xem xét);
HOẶC
- GIỚI HẠN TỚI HẠN 4:
- Sản phẩm được duy trì ở nhiệt độ bên trong dưới 50 ° F (10 ° C) trong suốt quá trình chế biến;
HOẶC
- Ngoài ra, sản phẩm được duy trì ở nhiệt độ phòng dưới 50 ° F (10 ° C) trong suốt quá trình chế biến;
Lưu ý: Các giới hạn tới hạn được khuyến nghị trước đây không đề cập đến nhiệt độ sản phẩm bên trong giữa 40 ° F (4,4 ° C), và 50 ° F (10 ° C) nhiệt độ bảo quản tối đa được khuyến nghị cho thủy sản và sản phẩm thủy sản được làm lạnh. Các giới hạn tới hạn được khuyến nghị không đề cập đến nhiệt độ như vậy vì sự phát triển của vi khuẩn gây bệnh trong thực phẩm rất chậm ở những nhiệt độ này và thời gian cần thiết cho sự phát triển đáng kể lâu hơn so với khả năng xảy ra ở hầu hết các bước chế biến thủy sản và sản phẩm thủy sản. Tuy nhiên, cần nghiên cứu sự dao động nhiệt độ trong sản phẩm của mình dưới những điều kiện hoạt động bình thường nhằm liên hệ các giá trị trong Bảng A-2 (Phụ lục 4) với thời gian tích lũy hoặc tiếp xúc của sản phẩm với những điều kiện không làm lạnh. Giới hạn tới hạn tích lũy về thời gian và nhiệt độ ở trên (trừ giới hạn tới hạn cuối cùng đối với thủy sản và các sản phẩm thủy sản sống, ăn liền và nấu chín) được mô tả ở dạng bảng dưới đây:
Ví dụ:
Một nhà chế biến thịt cua chế biến dưới dạng hấp cao áp xác định một loạt điểm kiểm soát tới hạn tại các khâu bảo quản và chế biến sau khi nấu (như bóc mai, tách thịt và đóng gói) đối với mối nguy vi khuẩn gây bệnh phát triển và hình thành độc tố.
Quá trình làm nguội ban đầu diễn ra trong thùng nấu và sau đó sản phẩm được xử lý ở khâu đầu tiên tại nhiệt độ khoảng 120 ° F (48,9 ° C). Nhà chế biến đặt ra giới hạn tới hạn về thời gian tiếp xúc tích lũy tối đa là 4 giờ ở nhiệt độ trên 50 ° F (10 ° C), không quá 1 giờ trên 70 ° F (21,1 °C). Giới hạn tới hạn này được chọn vì cua được xử lý khi còn ấm (ví dụ: trên 80 ° F (26,7 ° C)). Việc làm nguội diễn ra sau khi sản phẩm được xử lý được tính vào giới hạn.
Ví dụ:
Một nhà chế biến thịt cua khác cũng xác định một loạt các điểm kiểm soát tới hạn tại các khâu bảo quản và chế biến sau khi nấu ( như bóc mai, tách thịt, bao gói) đối với mối nguy vi khuẩn gây bệnh phát triển và hình thành độc tố. Tuy nhiên, sản phẩm này được làm nguội hoàn toàn trước khi xử lý và được sử dụng đá trong suốt quá trình chế biến để kiểm soát sự lạm dụng thời gian và nhiệt độ. Nhà chế biến luôn đặt giới hạn tới hạn của nhiệt độ bên trong sản phẩm tối đa là 50 ° F (10 ° C). Việc chỉ định thời gian phơi nhiễm là không cần thiết trong trường hợp này, vì ít có khả năng sản phẩm sẽ được giữ đủ lâu đến mức vi khuẩn gây bệnh (tùy vào loại vi khuẩn) phát triển đáng kể ở nhiệt độ này (ví dụ 2 đến 21 ngày).
| BẢNG 12-5 | |||||
| GIỚI HẠN THỜI GIAN VÀ NHIỆT ĐỘ TIẾP XÚC TÍCH LŨY | |||||
| KHI SẢN PHẨM BIẾN ĐỔI Ở NHIỆT ĐỘ BÊN TRONG ºF (ºC) LÀ… | |||||
|
1 |
2 | 3 | 5 |
12 |
|
| SẢN PHẨM SỐNG ĂN LIỀN | |||||
|
>503 (>10) |
X |
X2 |
|||
|
Ngoại trừ, >50 to ≤ 70 (>10 to ≤ 21.1) |
X |
||||
|
Plus >70 (>21.1) |
X |
||||
|
Ngoại trừ, >50 to ≤ 70 (>10 to ≤ 21.1) |
X |
||||
|
Plus >70 (>21.1) |
X |
||||
|
>50 to ≤ 70 (>10 to ≤21.1) |
X |
X2 |
|||
| SẢN PHẨM NẤU CHÍN ĂN LIỀN | |||||
|
>504 (>10) |
X |
X2 |
|||
|
Alternatively, >50 to ≤ 70 (>10 to ≤ 21.1) |
X |
||||
|
Plus >704 (>21.1) |
X |
||||
|
>50 to ≤ 80 (>10 to ≤ 26.7) |
|
X |
X2 |
||
|
Alternatively, >50 to ≤ 70 (>10 to ≤ 21.1) |
X |
||||
|
Plus >70 to <80 (>21.1 to <26.7) |
X |
||||
|
Alternatively, >50 to ≤ 70 (>10 to ≤ 21.1) |
X |
||||
|
Plus >70 to <80 (>21.1 to <26.7) |
X |
||||
|
>50 to ≤ 70 (>10 to ≤ 21.1) |
X |
X2 |
|||
|
1. Thời gian ở nhiệt độ 135ºF (57,2ºC) trở lên không được tính 2. Trong trường hợp S. aureus là vi khuẩn gây bệnh duy nhất cần xem xét đối với sức khỏe cộng đồng. 3. Nhiệt độ có thể vượt quá 70ºF (21,1ºC) 4. Nhiệt độ có thể vượt quá 80ºF (26,7ºC). |
|||||
Thiết Lập Các Thủ Tục Giám Sát
>> Giám sát cái gì?
- Khoảng thời gian giữ sản phẩm trong điều kiện không được làm lạnh (ví dụ trên 40°F (4.4°C));
- Nhiệt độ bên trong sản phẩm trong quá trình chế biến;
HOẶC
- Nhiệt độ môi trường xung quanh của khu vực chế biến.
HOẶC
- Khoảng thời gian giữ sản phẩm trong điều kiện không được làm lạnh (ví dụ trên 40°F (4.4°C)), cho điểm giới hạn tới hạn 1 ( sản phẩm sống, ăn liền và nấu chín, ăn liền);
HOẶC
- Nhiệt độ bên trong sản phẩm, nơi mà nhiệt độ được duy trì dưới 50°F (10°C) hoặc trên 135°F (57.2°C) trong suốt quá trình chế biến cho điểm giới hạn tới hạn 3 sản phẩm sống, ăn liền và điểm giới hạn tới hạn 4 sản phẩm nấu chín, ăn liền;
HOẶC
- Nhiệt độ môi trường xung quanh, nơi mà nhiệt độ được duy trì dưới 50°F (10°C) trong suốt quá trình chế biến cho điểm giới hạn tới hạn 3 sản phẩm sống, ăn liền và điểm giới hạn tới hạn 4 sản phẩm nấu chín, ăn liền;
>> Giám sát như thế nào?
- Đối với nhiệt độ bên trong sản phẩm hoặc nhiệt độ môi trường xung quanh:
- Sử dụng thiết bị hiện số ghi dữ liệu thời gian và nhiệt độ (ví dụ, nhiệt kế);
HOẶC
- Đối với nhiệt độ môi trường không khí:
- Dùng biểu đồ nhiệt kế tự ghi để giám sát nhiệt độ môi trường không khí;
VÀ/ HOẶC
- Quan sát bằng mắt thời gian của sản phẩm tiếp xúc với điều kiện không được làm lạnh (tức là> 40ºF (4,4ºC)) bằng chuông báo.
Ví dụ:
Nhà chế biến thịt cua xác định một loạt các khâu chế biến (như bóc mai, tách thịt và đóng gói) là những điểm kiểm soát tới hạn đối với sự phát triển của vi khuẩn gây bệnh. Nhà chế biến thiết lập giới hạn tới hạn là tổng thời gian tiếp xúc không quá 2 giờ với nhiệt độ không làm lạnh trong suốt các khây chế biến này (điểm giới hạn tới hạn 1). Nhà chế biến sử dụng hộp đựng sản phẩm được đánh dấu để giám sát thời gian sản phẩm thông qua 3 khâu trên. Thời gian hộp chứa được đánh dấu rời khỏi và trở về với chế độ làm lạnh được giám sát bằng đồng hồ.
Ví dụ:
Một nhà chế biến thịt cua khác, với các điểm kiểm soát tới hạn xác định đã thiết lập một số giới hạn tới hạn phức tạp hơn: Tổng thời gian chế biến không quá 4 giờ cho sản phẩm với nhiệt độ bên trong trên 50 ° F (10 ° C) và không quá 1 giờ với nhiệt độ bên trong trên 70 ° F (21,1 ° C) ( Điểm giới hạn tới hạn 1). Nhà chế biến này cũng sử dụng các thùng chứa được đánh dấu để giám sát khoảng thời gian sản phẩm qua hết quá trình. Tuy nhiên, ngoài việc giám sát thời gian bằng chuông báo, nhà chế biến còn giám sát nhiệt độ bên trong sản phẩm bằng nhiệt kế đối với các thùng chứa được đánh dấu. Kỹ thuật giám sát này giúp nhà chế biến linh hoạt hơn trong chế biến nhưng phải cố gắng nhiều hơn.
Ví dụ:
Một nhà chế biến thịt tôm hùm đã xác định khâu tách thịt là một điểm kiểm soát tới hạn đối với sự phát triển của vi khuẩn gây bệnh. Khâu này được thực hiện trong điều kiện lạnh (<50 ° F (10 ° C)) ( Điểm giới hạn tới hạn 4). Nhà chế biến chỉ giám sát nhiệt độ môi trường không khí bằng một thiết bị hiện số ghi dữ liệu.
>> Thực hiện giám sát thường xuyên như thế nào (Tần suất)?
- Đối với các thiết bị ghi nhiệt độ liên tục;
- Việc giám sát liên tục trong quá trình xử lý được thực hiện bởi chính thiết bị, với việc kiểm tra trực quan dữ liệu được ghi lại ít nhất một lần mỗi ngày;
HOẶC
- Đối với các thiết bị đo kết hợp nhiệt độ, thời gian, chuông báo:
- Ít nhất 2 giờ một lần;
HOẶC
- Hàng loạt;
>> Ai sẽ thực hiện việc giám sát?
- Đối với các thiết bị hiện số ghi dữ liệu nhiệt độ liên tục:
- Việc giám sát do chính thiết bị thực hiện. Kiểm tra bằng mắt cần được tiến hành nhằm đảm bảo các giới hạn tới hạn trên luôn được tuân thủ. Việc kiểm tra này có thể được thực hiện bởi bất kỳ người nào hiểu biết về quá trình và thủ tục giám sát thực hiện.
HOẶC
- Đối với các thiết bị đo kết hợp nhiệt độ, thời gian, chuông báo:
- Bất kỳ người nào hiểu biết về quá trình và thủ tục giám sát thực hiện.
Thiết Lập Thủ Tục Hành Động Khắc Phục/ Sửa Chữa
Thực hiện hành động khắc phục sau đối với sản phẩm có độ lệch giới hạn tới hạn:
- Bảo quản sản phẩm đến khi có thể đánh giá được dựa trên tổng thời gian và nhiệt độ lưu giữ sản phẩm;
HOẶC
- Nấu lại sản phẩm, sau khi xem xét việc có thể có độc tố của S. aureus không bị bất hoạt do nhiệt;
HOẶC
- Thay đổi mục đích sử dụng sản phẩm sang hướng ở đó không áp dụng giới hạn tới hạn trên (ví dụ chuyển thịt cua sang thành phần để nhồi), sau khi xem xét việc có thể có độc tố của S. aureus không bị bất hoạt do nhiệt;
HOẶC
- Hủy sản phẩm;
HOẶC
- Thay đổi mục đích sử dụng không làm thực phẩm.
VÀ
Thực hiện một vài hành động sau đây khi cần thiết lập lại sự kiểm soát đối với toàn bộ quá trình sau khi có sự sai lệch so với giới hạn tới hạn:
- Bổ sung đá;
HOẶC
- Đưa sản phẩm trở lại ngăn mát;
VÀ
- Điều chỉnh quy trình khi cần thiết để giảm thời gian và nhiệt độ tiếp xúc;
Thiết Lập Hệ Thống Lưu Trữ Hồ Sơ
- Hồ sơ tiếp nhận cho thấy kết quả kiểm tra của thiết bị đo kết hợp thời gian và nhiệt độ;
Thiết Lập Các Thủ Tục Thẩm Tra
- Trước khi thiết bị chỉ thị nhiệt độ (ví dụ, nhiệt kế) được đưa vào sử dụng, hãy kiểm tra độ chính xác của thiết bị để xác minh rằng hiệu chuẩn của nhà máy không bị ảnh hưởng. Việc kiểm tra này có thể được thực hiện bằng cách:
- Nhúng cảm biến vào lớp đá (32 ° F (0 ° C)) nếu thiết bị sẽ được sử dụng ở hoặc gần nhiệt độ làm lạnh;
HOẶC
- Nhúng cảm biến vào nước sôi (212 ° F (100 ° C)) nếu thiết bị sẽ được sử dụng tại hoặc gần điểm sôi. Lưu ý rằng nên điều chỉnh nhiệt độ để bù lại độ cao, khi cần thiết;
HOẶC
- Thực hiện kết hợp các điều trên nếu thiết bị sẽ được sử dụng ở hoặc gần nhiệt độ phòng;
HOẶC
- So sánh số ghi dữ liệu nhiệt độ được hiển thị trên thiết bị với thiết bị đã biết độ chính xác (ví dụ: nhiệt kế có thể truy xuất được các tiêu chuẩn của Viện Tiêu Chuẩn và Công Nghệ Quốc Gia (NIST) trong các điều kiện trước đây được sử dụng (ví dụ: nhiệt độ bên trong sản phẩm) trong phạm vi kiểm tra nhiệt độ sẽ được sử dụng;
VÀ
- Khi sử dụng thiết bị, hãy kiểm tra thiết bị chỉ định nhiệt độ hàng ngày trước khi bắt đầu sử dụng. Việc kiểm tra độ chính xác ít thường xuyên hơn có thể phù hợp nếu chúng được nhà sản xuất thiết bị khuyến nghị và nếu lịch sử sử dụng thiết bị tại cơ sở của bạn cho thấy thiết bị luôn chính xác trong một thời gian dài hơn. Ngoài việc kiểm tra xem thiết bị có chính xác hay không bằng một trong các phương pháp được mô tả ở trên, quy trình này cần bao gồm việc kiểm tra trực quan cảm biến và bất kỳ dây dẫn nào kèm theo để phát hiện hư hỏng hoặc gấp khúc. Thiết bị cần được kiểm tra để đảm bảo rằng nó đang hoạt động;
VÀ
- Hiệu chỉnh thiết bị chỉ thị nhiệt độ với thiết bị chuẩn chính xác đã biết (ví dụ: nhiệt kế có thể truy xuất được với NIST) ít nhất một năm một lần hoặc thường xuyên hơn nếu được nhà sản xuất thiết bị khuyến nghị. Tần suất hiệu chuẩn tối ưu phụ thuộc vào loại, tình trạng, hiệu suất trước đây và điều kiện sử dụng của thiết bị. Sự thay đổi nhiệt độ nhất quán so với giá trị thực tế (độ lệch) được tìm thấy trong quá trình kiểm tra và / hoặc hiệu chuẩn có thể cho thấy nhu cầu hiệu chuẩn thường xuyên hơn hoặc cần phải thay thế thiết bị (có thể bằng một thiết bị bền hơn). Việc hiệu chuẩn phải được thực hiện ở ít nhất hai nhiệt độ trùng với phạm vi nhiệt độ mà nó được sử dụng;
VÀ
- Xem xét hồ sơ giám sát, hành động khắc phục và xác minh trong vòng 1 tuần sau khi chuẩn bị để đảm bảo chúng đã hoàn chỉnh và mọi sai lệch giới hạn nghiêm trọng xảy ra đã được giải quyết một cách thích hợp.
| BẢNG 12 – 6 | |||||||||
|
VÍ DỤ CHIẾN LƯỢC KIỂM SOÁT 4 – KIỂM SOÁT CHẾ BIẾN KHÔNG ĐÔNG LẠNH Bảng này là ví dụ về một phần của kế hoạch HACCP sử dụng “Ví dụ về chiến lược kiểm soát 4 – Kiểm soát chế biến không đông lạnh” Ví dụ này minh họa cách một bộ xử lý thịt cua có thể kiểm soát sự phát triển của vi khuẩn gây bệnh và sự hình thành độc tố do lạm dụng thời gian và nhiệt độ trong quá trình chế biến sản phẩm không làm lạnh. Nó chỉ được cung cấp cho mục đích minh họa. Có thể cần phải chọn nhiều chiến lược kiểm soát để kiểm soát hoàn toàn mối nguy, tùy thuộc vào bản chất hoạt động của bạn. Sự phát triển của vi khuẩn gây bệnh và hình thành độc tố có thể chỉ là một trong số những mối nguy hiểm đáng kể đối với sản phẩm này. Tham khảo Bảng 3-3 và 3-4 (Chương 3) để biết các mối nguy tiềm ẩn khác (ví dụ, chất gây ô nhiễm hóa chất môi trường và thuốc trừ sâu, sự tồn tại của mầm bệnh qua quá trình nấu chín và thanh trùng, và các mảnh kim loại). Chỉ là ví dụ Đề xuất xem đầy đủ trong phần văn bản |
|||||||||
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) |
| Điểm kiểm soát tới hạn | Mối nguy đáng kể | Giới hạn tới hạn cho mỗi biện pháp phòng ngừa | Giám sát | Các hành động sửa chữa | Hồ Sơ | Thẩm Tra | |||
| Cái gì | Thế nào | Tần Suất | Ai | ||||||
| Bóc mai, giữ lạnh, tách thịt, đóng gói | Vi khuẩn gây bệnh phát triển và hình thành độc tố | Thời gian tiếp xúc (tức là thời gian ở nhiệt độ bên trong trên 50 ° F nhưng dưới 135ºF) trong quá trình Bóc mai, giữ lạnh, tách thịt, đóng gói nên được giới hạn trong 4 giờ, miễn là không quá 1 giờ trong số đó trên 70 ° F . | Khoảng thời gian giữ sản phẩm trong điều kiện không được làm lạnh (ví dụ trên 40°F ) | Quan sát bằng mắt các thùng được đánh dấu | Bắt đầu lô được đánh dấu, khoảng 2 giờ một lần trong quá trình Bóc mai, giữ lạnh, tách thịt, đóng gói | Quản đốc |
Ướp đá ngay hoặc chuyển sang máy làm nguội khác.
Lưu và đánh giá dựa trên tổng thời gian và nhiệt độ chế biến sản phẩm |
Hồ sơ theo dõi sản xuất |
Kiểm tra độ chính xác và hư hỏng của nhiệt kế hiện số và đảm bảo rằng nó đang hoạt động trước khi đưa vào sử dụng; kiểm tra hàng ngày, khi bắt đầu sử dụng; và hiệu chỉnh mỗi năm một lần Xem xét hồ sơ giám sát, hành động sửa chữa trong vòng 1 tuần kể từ ngày ghi chép; |
| Nhiệt độ bên trong sản phẩm trong quá trình chế biến; | Nhiệt kế đĩa số đo trong lô cua đã được đánh dấu | ||||||||
THƯ MỤC
Chúng tôi đã trưng bày các tài liệu tham khảo sau tại Cục quản lý Thực phẩm và Dược phẩm Hoa Kỳ, 5630 Fishers Lane, rm.1061, Rockville, MD 20852. Bạn có thể xem chúng tại địa điểm đó từ 9 giờ sáng đến 4 giờ chiều, từ Thứ Hai đến Thứ Sáu . Kể từ ngày 29 tháng 3 năm 2011, FDA đã xác minh địa chỉ trang web để biết các tham chiếu mà nó cung cấp dưới dạng siêu liên kết từ bản sao Internet của hướng dẫn này, nhưng FDA không chịu trách nhiệm về bất kỳ thay đổi nào tiếp theo đối với các tham chiếu trang web của Non- FDA sau ngày 29 tháng 3 năm 2011.
Biên dịch: Duyên Duyên Bùi
Tổng hợp: Nguyễn Hoàng Em